Defining the Core: What Is Soldering Wire?
At its most fundamental level, what is soldering wire? It is a fusible metal alloy engineered to melt at a relatively low temperature to create a permanent electrical and mechanical bond between metal workpieces. However, from a safety and metallurgical perspective, soldering wire is much more than just metal; it is a complex chemical delivery system. Modern electronics soldering wire features a hollow core filled with flux—a chemical cleaning agent that removes oxidation from the copper pads and component leads, ensuring a reliable intermetallic connection.
Understanding the exact composition of your soldering wire is not just a matter of achieving good wetting and shiny fillets; it is a critical safety imperative. The handling, vaporization, and disposal of these alloys and their flux cores dictate the health protocols you must follow at your workbench in 2026.
The Anatomy of Soldering Wire: Alloys and Flux Cores
Selecting the correct wire requires balancing melting points, mechanical strength, and safety profiles. The transition toward RoHS-compliant (Restriction of Hazardous Substances) manufacturing has heavily influenced the alloys available to DIYers and professionals alike.
| Alloy Designation | Composition | Melting Point | Typical Cost (2026) | Primary Application & Safety Profile |
|---|---|---|---|---|
| Sn63Pb37 (Eutectic) | 63% Tin, 37% Lead | 183°C (361°F) | $25 - $35 / lb | Prototyping, vintage repair. Requires strict hand-washing protocols due to lead toxicity. |
| SAC305 | 96.5% Sn, 3% Ag, 0.5% Cu | 217°C - 220°C | $45 - $65 / lb | Commercial SMD and through-hole. Lead-free, but requires higher iron temperatures, increasing flux fume generation. |
| Sn99.3Cu0.7 | 99.3% Tin, 0.7% Copper | 227°C (441°F) | $30 - $45 / lb | Budget lead-free through-hole. Prone to dull joints and requires aggressive flux cores to wet properly. |
| Sn42Bi58 (Low Temp) | 42% Tin, 58% Bismuth | 138°C (280°F) | $50 - $70 / lb | Heat-sensitive components, step-soldering. Brittle; must never be mixed with leaded solder due to catastrophic joint failure. |
Health Hazards: Deconstructing the Fume Myth
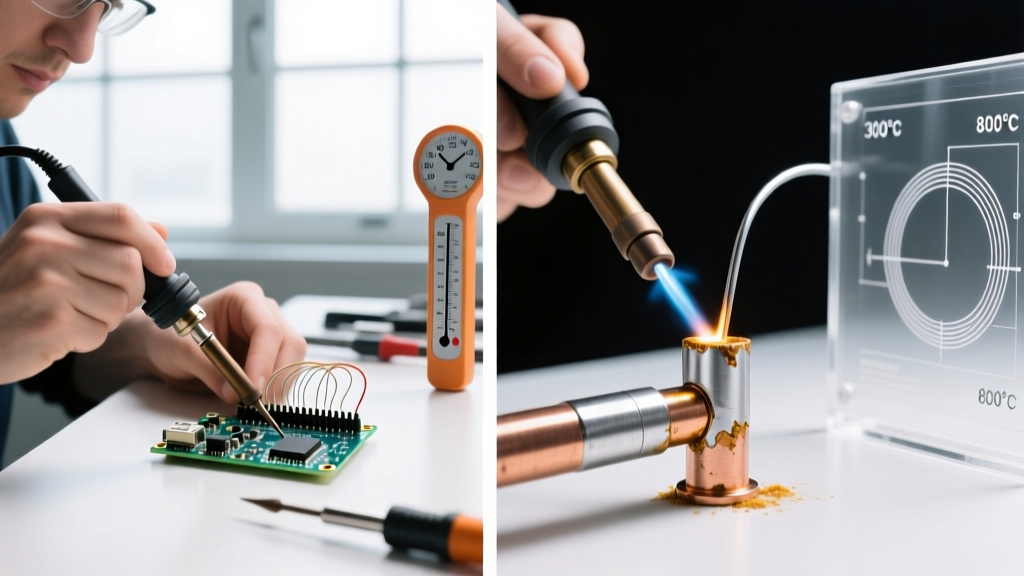
One of the most pervasive misconceptions in electronics is that the smoke rising from the solder joint is vaporized lead. This is entirely false. Lead has a boiling point of 1,749°C (3,180°F). A standard soldering iron operates between 300°C and 400°C. Therefore, the smoke you see and smell is exclusively vaporized flux, not heavy metal.
The Real Danger: Colophony and Rosin Asthma
While lead poses an ingestion and absorption hazard, flux fumes pose a severe respiratory hazard. Traditional rosin-based fluxes contain colophony, a known respiratory sensitizer. Prolonged inhalation of colophony fumes can lead to occupational asthma, a condition that is often irreversible even after exposure ceases. The UK Health and Safety Executive (HSE) strictly classifies colophony as a severe asthmagen, mandating localized exhaust ventilation (LEV) in professional environments.
The Heavy Metal Risk: Lead Ingestion
If you use Sn63Pb37 (leaded solder), the danger lies in cross-contamination. Touching your soldering wire and subsequently touching your face, eating, or smoking transfers lead dust to your digestive system. The CDC’s National Institute for Occupational Safety and Health (NIOSH) emphasizes that there is no safe level of lead exposure, making rigorous hygiene non-negotiable.
Expert Insight: Never use a soldering iron to heat food or beverages, and never store soldering wire in the same drawers as your kitchen utensils or personal snacks. Cross-contamination in mixed-use maker spaces is a leading cause of accidental heavy metal ingestion.
Essential Safety Best Practices for the Workbench
To mitigate the risks associated with both flux fumes and heavy metal handling, implement the following engineering and administrative controls at your workstation.
1. Localized Fume Extraction
A standard desk fan merely blows hazardous colophony particles around the room. You need a dedicated fume extractor equipped with a HEPA and activated carbon filter to capture both particulates and volatile organic compounds (VOCs).
- Entry-Level (Hobbyist): The Hakko FA-400 (approx. $65) uses a replaceable carbon filter. It must be positioned within 2 to 3 inches of the solder joint to achieve adequate capture velocity.
- Professional (Daily Use): The Weller WFE2D (approx. $450) offers variable speed control and a multi-stage filtration system capable of handling continuous SAC305 soldering sessions without filter saturation.
2. Personal Protective Equipment (PPE)
When handling leaded soldering wire, wear disposable nitrile gloves. Latex gloves are permeable to certain chemical solvents used in flux formulations and offer inadequate protection against fine lead dust. Additionally, ANSI Z87.1-rated safety glasses are mandatory; soldering wire can splatter molten flux droplets up to 12 inches when heated too rapidly.
3. The Two-Stage Hand Washing Protocol
After handling leaded wire, wash your hands using a two-stage process: First, use cold water and soap. Hot water opens the pores of your skin, potentially allowing microscopic lead particles to penetrate deeper into the dermal layers. Rinse thoroughly, then follow up with a warm water wash to remove residual oils and flux residues.
Temperature Optimization to Prevent Flux Burn
Flux cores are engineered to activate at specific temperature thresholds. Pushing your soldering iron beyond these thresholds does not melt the wire faster; it carbonizes the flux, rendering it useless and releasing harsh, acrid smoke.
According to the IPC J-STD-004B standard, fluxes are categorized by activity level and halide content (e.g., ROL0 for Rosin, Low-activity, 0% halides). To preserve the chemical integrity of a ROL0 no-clean flux core:
- For Sn63Pb37: Set your iron to 320°C - 340°C. The eutectic transition is instantaneous, requiring minimal dwell time.
- For SAC305: Set your iron to 350°C - 370°C. The higher melting point requires more thermal transfer, but exceeding 380°C will rapidly degrade the iron tip plating and burn the flux.
Pro Tip: Use the largest chisel tip your pad geometry allows. A larger tip increases thermal mass, allowing you to use lower temperature settings while maintaining rapid heat transfer, thereby saving your flux from thermal degradation.
Storage and Shelf Life Management
Soldering wire does not last forever. The tin content in the alloy is highly susceptible to atmospheric oxidation, especially in high-humidity environments. When the surface of the wire oxidizes, it requires excessive heat and aggressive external flux to achieve wetting, increasing the risk of thermal damage to your PCBs.
- Leaded Wire (Sn63Pb37): Store in a sealed plastic bag with a silica gel desiccant packet. Shelf life is typically 3 to 5 years.
- Lead-Free Wire (SAC305): Highly prone to tin whisker growth and surface oxidation. Store in a vacuum-sealed bag or an airtight container purged with nitrogen. Shelf life is strictly 1 to 2 years under optimal conditions.
Frequently Asked Questions (FAQ)
Can I use plumbing soldering wire for electronics?
No. Plumbing solder often contains high levels of antimony or is formulated with highly acidic, corrosive fluxes (like zinc chloride) designed to eat through copper pipe oxidation. If used on a PCB, the acidic flux residue will rapidly corrode the copper traces and cause short circuits. Always use electronics-grade wire with a rosin or no-clean flux core.
Why does my soldering wire splatter and pop?
Splattering occurs when the flux core boils too rapidly, expanding into gas and blowing molten solder outward. This is almost always caused by an iron temperature that is too high, or by using a wire diameter that is too thick for the thermal mass of the joint, causing the outer alloy to melt while the inner flux core flash-boils. Drop your iron temperature by 20°C and feed the wire into the joint, not directly onto the iron tip.
What diameter soldering wire should I buy?
Diameter dictates your precision. For standard through-hole components and heavy gauge wires, 0.031" (0.8mm) is ideal. For general surface mount (SMD) work down to 0603 packages, use 0.020" (0.5mm). For ultra-fine pitch SMD, QFN pads, and 0402 components, you must use 0.015" (0.38mm) or thinner to prevent bridging adjacent pins.
Final Thoughts on Workbench Safety
Understanding what soldering wire is goes far beyond reading the alloy label on the spool. It requires a deep respect for the chemical reactions occurring at the tip of your iron. By investing in proper fume extraction, adhering to strict hygiene protocols, and managing your thermal profiles, you ensure that your soldering practice remains both exceptionally reliable and entirely safe for decades to come.