The Metal-Joining Matrix: Where Do You Start?
When you first step into a workshop or electronics lab, the array of metal-joining techniques can be overwhelming. You have a broken copper pipe, a snapped steel bike frame, and a detached capacitor on a PCB. Which tool do you reach for? Understanding the difference between welding, soldering, and brazing is the foundational first step for any DIYer, maker, or aspiring fabricator. While all three processes use heat and filler metals to join materials, their underlying physics, temperature requirements, and structural outcomes are vastly different.
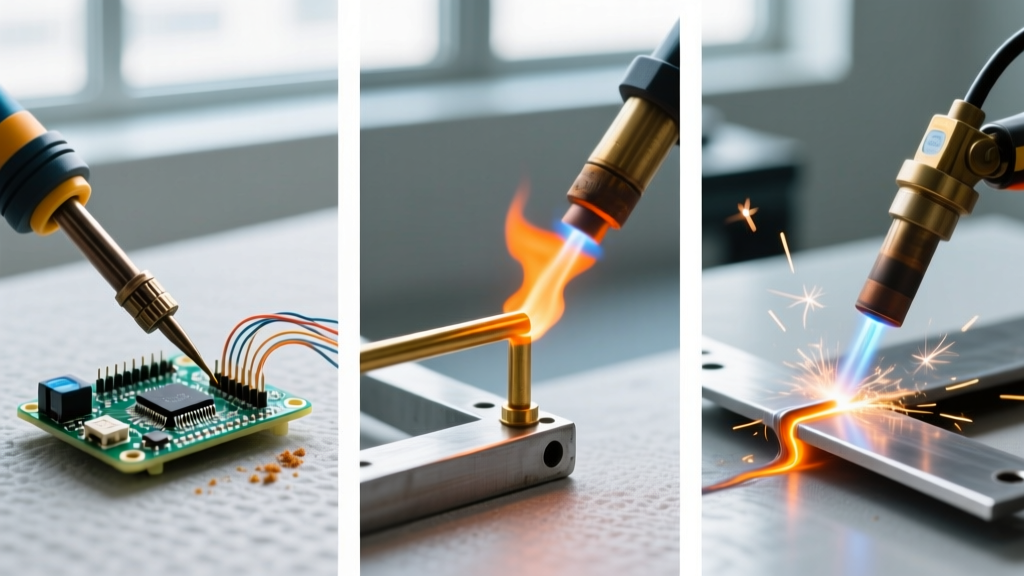
The Golden Rule of Metal Joining: The fundamental difference lies in the base metal. In soldering and brazing, the base metal remains solid while only the filler metal melts. In welding, the base metal itself melts and fuses together.
This beginner walkthrough will dissect each process, providing exact temperature ranges, specific alloy recommendations, and real-world failure modes so you can choose the right technique for your 2026 projects.
1. Soldering: The Low-Temperature Capillary Process
Soldering is the lowest-temperature joining method, operating strictly below 840°F (450°C). It relies on capillary action—the ability of a liquid to flow in narrow spaces without the assistance of, or even in opposition to, external forces like gravity. The filler metal (solder) wets the surface of the base metal, creating a metallurgical bond via an intermetallic layer.
Common Applications & Materials
- Electronics: Joining copper traces, component leads, and wires on PCBs.
- Plumbing: Sealing low-pressure, residential copper water lines (using 50/50 or 95/5 tin-antimony alloys).
- Crafts: Stained glass (copper foil method) and jewelry making.
Specifics & Tooling (2026 Perspective)
For electronics, the industry standard remains SAC305 (96.5% Tin, 3% Silver, 0.5% Copper), a lead-free alloy that melts at 423°F (217°C). Because lead-free solder requires higher thermal recovery, a high-wattage station like the Hakko FX-888D (approx. $115) or the Weller WE1010NA is essential to prevent cold joints. According to the IPC J-STD-001 Standard, proper wetting and flux activation are critical; always use a mildly activated rosin flux (like Kester 186) to strip oxidation before the solder flows.
2. Brazing: The High-Strength, High-Heat Cousin
Brazing is often confused with soldering because the base metal does not melt. However, brazing occurs at temperatures above 840°F (450°C), typically ranging from 1,100°F to 1,500°F. This higher heat allows the filler metal to penetrate deeper into the joint, creating tensile strengths that often exceed the strength of the base metals themselves.
The Brazing Advantage
Brazing is the undisputed king of joining dissimilar metals. Need to connect a copper refrigerant line to a steel compressor valve? Brazing is your only viable option. The American Welding Society (AWS) notes that brazing is ideal for complex assemblies because the lower heat (compared to welding) prevents warping and preserves the base metal's heat treatment.
Filler Metals & Costs
Unlike cheap tin solder, brazing alloys contain precious metals. For HVAC and copper-to-copper joints, Sil-Fos (copper-phosphorus-silver) is standard. For steel, brass, or copper-to-steel, you need a silver-bearing alloy like Harris Safety-Silv 45 (45% silver). Due to precious metal market fluctuations, expect to pay between $95 and $130 per ounce for Safety-Silv 45 in 2026. You will also need an oxy-acetylene torch setup; standard hardware store MAP-Pro torches usually lack the BTU output to properly braze thick steel joints.
3. Welding: The Fusion Heavyweight
Welding is a fusion process. The heat source (electric arc, laser, or gas flame) raises the temperature of the base metals past their melting points (typically 2,500°F to 10,000°F+). The base metals liquefy, mix with a filler rod (if used), and freeze into a single, continuous piece of metal.
Core Welding Processes
- MIG (GMAW): Uses a continuously fed consumable wire and shielding gas (usually 75% Argon / 25% CO2). Best for beginners and automotive/steel fabrication. A reliable entry-level unit like the Hobart Handler 140 costs around $550–$600.
- TIG (GTAW): Uses a non-consumable tungsten electrode and a separate handheld filler rod. It offers pinpoint precision and is mandatory for welding aluminum and stainless steel. Requires an AC/DC capable machine (e.g., YesWelder TIG-250P).
- Stick (SMAW): Uses a flux-coated consumable electrode. Excellent for outdoor, windy conditions and dirty/rusty steel, as the flux creates its own shielding gas.
As detailed in the Lincoln Electric education guides, welding requires strict attention to joint preparation (beveling, grinding to bare metal) and shielding gas coverage to prevent atmospheric contamination.
Comparison Matrix: Soldering vs. Brazing vs. Welding
| Feature | Soldering | Brazing | Welding |
|---|---|---|---|
| Temperature Range | 350°F – 840°F (175°C – 450°C) | 1,100°F – 1,500°F+ (600°C – 815°C+) | 2,500°F – 10,000°F+ (1,370°C – 5,500°C+) |
| Base Metal Melts? | No | No | Yes |
| Primary Heat Source | Soldering Iron, Hot Air | Oxy-Acetylene, Induction | Electric Arc, Laser, TIG/MIG |
| Joint Strength | Low (Electrical/Seal) | High (Structural/Pipe) | Very High (Structural/Load) |
| Typical 2026 Starter Cost | $80 – $150 | $400 – $800 (Torch + Gas) | $500 – $1,200 (Machine + Gas) |
Real-World Failure Modes & Edge Cases
Understanding how joints fail is just as important as knowing how to make them. Here is what goes wrong when you apply the wrong technique or ignore the physics:
Soldering Failures
- Cold Joints: Caused by insufficient heat transfer. The solder looks dull, grainy, and bulbous instead of smooth and concave. In electronics, this leads to intermittent connectivity and eventual cracking.
- Plumbing Blowouts: Using soft solder (95/5 tin) on high-pressure or high-heat boiler lines. Soft solder creeps and fails under thermal expansion; you must use silver-bearing solder or braze for HVAC.
Brazing Failures
- Flux Inclusions: If you use a white brazing flux on a steel joint and fail to quench and wire-brush it post-braze, the residual flux absorbs moisture and causes rapid, severe localized corrosion.
- Overheating the Alloy: Silver brazing alloys have a narrow melting range. If you overheat Safety-Silv 45, the zinc and cadmium (if present) can vaporize, leaving a porous, brittle joint.
Welding Failures
- Porosity: Pinholes in the weld bead caused by atmospheric gases (nitrogen/oxygen) entering the weld puddle. Usually a result of insufficient shielding gas flow (aim for 15-20 CFH for MIG) or welding over mill scale and rust.
- Galvanized Toxicity: Welding galvanized (zinc-coated) steel vaporizes the zinc, creating highly toxic zinc oxide fumes (Metal Fume Fever). Always grind off the galvanization 2 inches back from the weld joint before striking an arc.
The Beginner's Decision Framework
Still unsure which process to use? Follow this quick decision tree:
- Are you joining electronic components or thin wires? → Solder. (Use a temperature-controlled iron and SAC305).
- Are you joining copper pipes for water or refrigerant? → Braze (for HVAC/high pressure) or Solder (for standard residential water lines).
- Are you joining thick steel, aluminum, or building a load-bearing frame? → Weld. (Use MIG for mild steel, TIG for aluminum).
- Are you joining dissimilar metals (e.g., copper to steel) that must withstand high pressure? → Braze. (Use a silver-bearing alloy and appropriate flux).
Mastering the difference between welding, soldering, and brazing ensures you never use a $600 TIG welder to fix a $2 capacitor, nor do you attempt to hold a structural steel bracket together with tin solder. Respect the temperature thresholds, prepare your metals properly, and your joints will last a lifetime.