The Visual Masterclass: Decoding Metallurgical Joints
When joining metals, the line between a catastrophic failure and a lifelong bond comes down to thermal dynamics. Understanding the core differences in soldering vs brazing vs welding is not just academic; it dictates your choice of filler alloy, flux chemistry, and heat source. In this video-style visual guide, we break down the metallurgical realities of each process, complete with macro-level visual cues, exact temperature thresholds, and 2026 market realities for consumables.
Whether you are assembling a high-voltage PCB, repairing an HVAC refrigerant line, or fabricating a structural steel chassis, this guide will calibrate your technique.
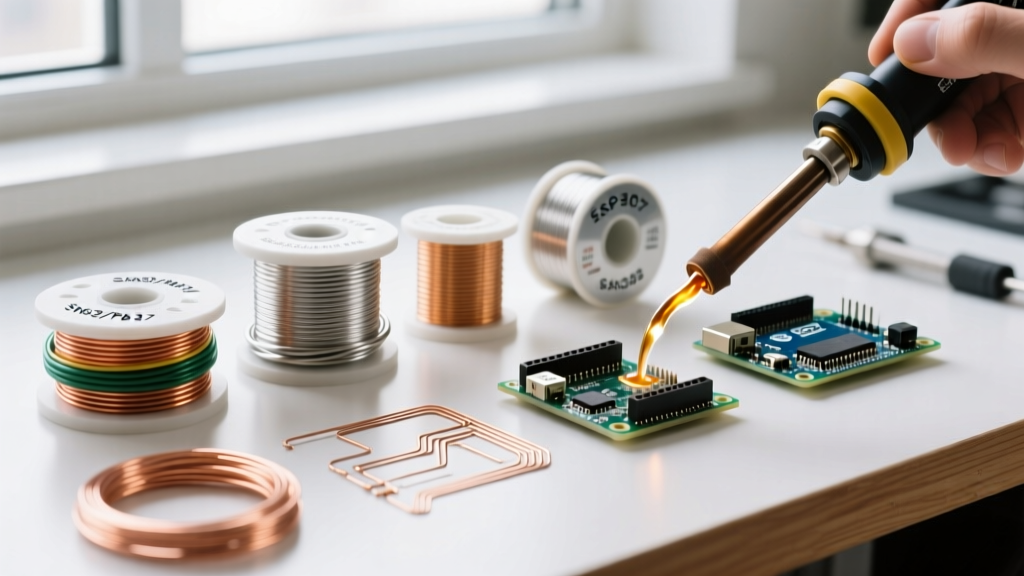
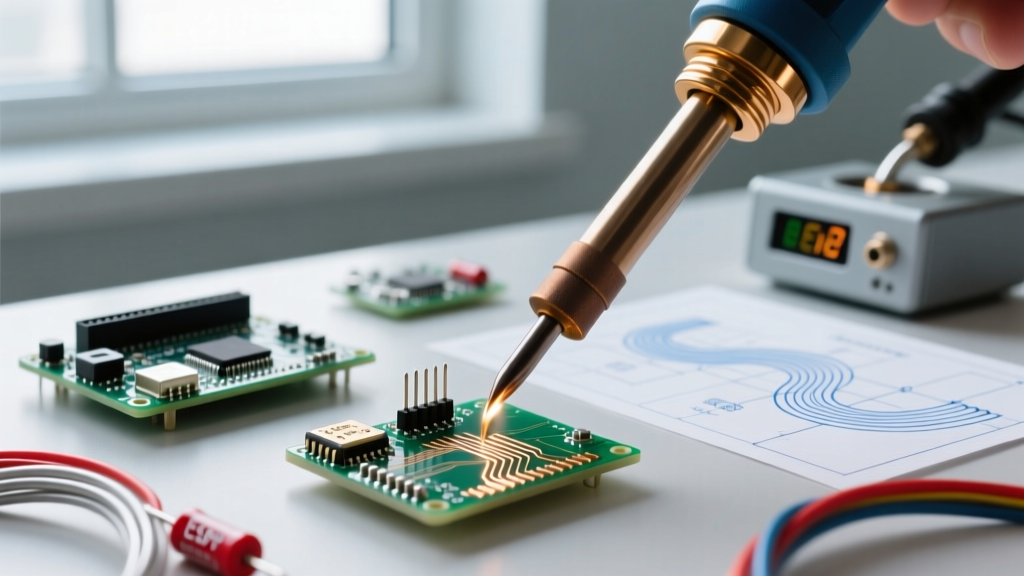
Scene 1: Soldering – Capillary Action at Low Temperatures
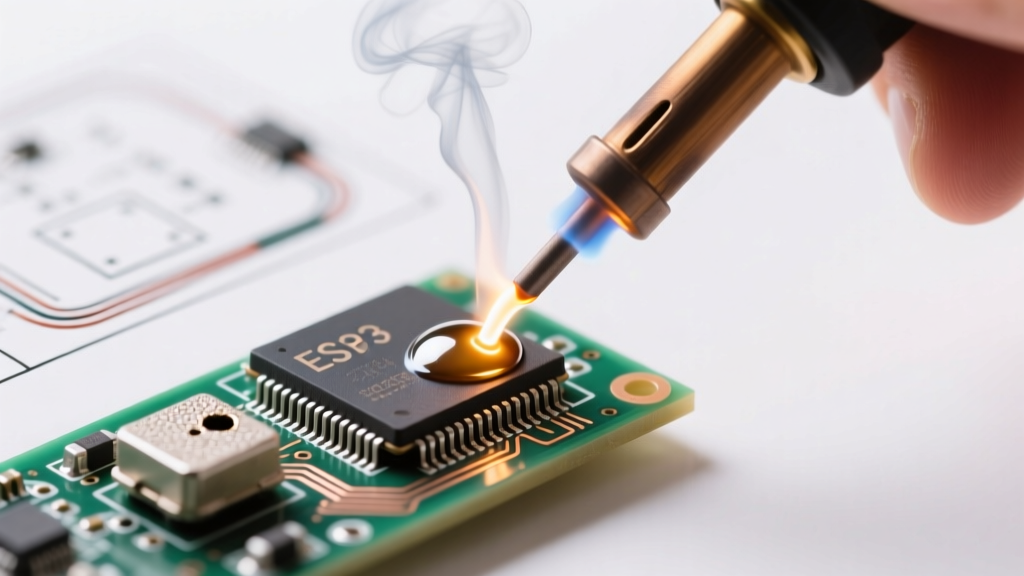
🎥 Macro Lens: The camera focuses on a 63/37 tin-lead wire touching a 350°C chisel tip. The flux core boils instantly, clearing the oxidation, and the molten alloy flashes into a shiny, concave fillet via capillary action.
The Science: Soldering is defined by the American Welding Society (AWS) as a joining process occurring below 450°C (842°F). The base metals never melt. The joint relies entirely on capillary action and metallurgical wetting.
- Temperature Range: 180°C to 400°C (356°F - 752°F).
- Filler Metals: For electronics, SAC305 (96.5% Sn, 3% Ag, 0.5% Cu) remains the 2026 industry standard for lead-free compliance, melting at 217°C. For plumbing, 95/5 tin-antimony is standard.
- Flux Chemistry: Rosin-based (RMA) for PCBs; water-soluble organic acids for copper plumbing.
Expert Technique: When soldering a copper pipe joint, apply heat to the hub (the female fitting), not the pipe. Touch the solder to the opposite side of the joint. When the hub reaches 220°C, capillary action will violently draw the solder through the entire 1.5-inch overlap. If you heat the pipe directly, the solder melts on the surface, creating a false seal with zero internal penetration.
For deeper standards on electronics assembly, refer to the IPC soldering standards, which dictate exact wetting angles and fillet geometries for surface mount and through-hole components.
Scene 2: Brazing – The High-Strength Metallurgical Bridge
🎥 Thermal Camera View: An oxy-acetylene torch sweeps across a copper-to-brass joint. The metal glows dull cherry red (approx. 700°C). A dark grey rod touches the joint, instantly flashing into a bright, silvery liquid that vanishes deep into the fitting.
The Science: Brazing operates above 450°C (842°F) but still below the melting point of the base metals. Because of the higher thermal energy, brazed joints achieve tensile strengths that often exceed the base metal itself, making it the undisputed king for high-pressure HVAC and structural bicycle frames.
- Temperature Range: 600°C to 1,100°C (1,112°F - 2,012°F).
- Filler Metals: BCuP-5 (15% Silver, Copper, Phosphorus) is the premium choice for copper-to-copper. For copper-to-brass or steel, you must use a silver-cadmium or silver-zinc alloy paired with a white borax-based flux paste.
- Joint Clearance: This is where amateurs fail. Brazing requires a strict radial clearance of 0.001 to 0.005 inches. Too tight, and the flux gets trapped; too wide, and capillary action fails, resulting in a weak surface bond.
Expert Technique: When brazing refrigerant lines, always purge the inside of the copper tube with dry nitrogen at 2-3 CFH. Without this, the 700°C heat will create heavy black copper oxide scale inside the pipe, which will eventually flake off and destroy the compressor's expansion valve.
Scene 3: Welding – Base Metal Fusion and Puddle Control
🎥 High-Speed Arc Shot: A 2% ceriated tungsten electrode hovers 1/16th of an inch above mild steel. The arc strikes, instantly liquefying the base metal into a glowing, fluid puddle. A dab of ER70S-6 filler wire is introduced, melting seamlessly into the molten pool.
The Science: Unlike soldering and brazing, welding melts the base metals to fuse them together. The filler metal is optional (as in autogenous TIG welding) but usually added for reinforcement. Welding creates a continuous grain structure across the joint.
- Temperature Range: 1,500°C to 3,500°C+ (2,732°F - 6,332°F+).
- Filler Metals: ER70S-6 wire for MIG/TIG on mild steel; E6011 cellulose-coated rods for SMAW (Stick) on dirty or rusty structural steel.
- Shielding: Argon/CO2 mixes (C25) for MIG; pure Argon for TIG; flux decomposition gases for Stick.
Expert Technique: When TIG welding 1/8-inch steel, set your machine to 125 amps DCEN. The visual cue for perfect heat input is a puddle that is exactly 1.5 times the width of your tungsten electrode. If the puddle spreads to 3 times the width, you are overheating the HAZ (Heat Affected Zone), risking warping and loss of tensile strength.
For comprehensive process theory and polarity charts, consult the Lincoln Electric welding processes guide.
The Ultimate Metallurgical Comparison Matrix
| Feature | Soldering | Brazing | Welding |
|---|---|---|---|
| Base Metal State | Solid (Never Melts) | Solid (Never Melts) | Liquid (Melts & Fuses) |
| Temp Threshold | < 450°C (842°F) | > 450°C (842°F) | > 1,500°C (2,732°F) |
| Primary Joining Force | Capillary Action & Wetting | Capillary Action & Diffusion | Crystalline Fusion |
| Joint Clearance | 0.002" - 0.005" | 0.001" - 0.005" | Zero gap to 1/16" (varies by process) |
| Typical Tensile Strength | Low (5,000 - 10,000 psi) | High (40,000 - 70,000+ psi) | Very High (Matches base metal) |
| 2026 Consumable Cost | Low ($15 - $45/lb) | High ($80 - $300+/lb for Silver) | Moderate ($2 - $8/lb for steel wire) |
Real-World Failure Modes & Edge Cases
Understanding the theory is easy; diagnosing a failed joint in the field requires a trained eye. Here are the most common edge cases for each process:
1. The 'Cold' Solder Joint (Electronics)
Visual Cue: The joint looks dull, gray, and lumpy instead of shiny and concave. The Cause: The iron tip was removed before the flux fully activated, or the component lead was moved while the SAC305 was in its plastic (semi-solid) state. This creates a micro-fracture that will fail under thermal cycling.
2. Flux Inclusion (Brazing)
Visual Cue: X-ray or destructive testing reveals dark, glassy pockets inside the silver joint. The Cause: Using too much borax flux, or failing to maintain the proper 0.002-inch clearance. The flux gets trapped inside the joint instead of being pushed out by the advancing silver alloy, creating a structural void that will leak under high-pressure refrigerant testing.
3. Porosity & Sugaring (TIG Welding)
Visual Cue: The weld bead looks like a sponge, or the backside of the joint is covered in a crusty, multi-colored oxidation (sugaring). The Cause: Inadequate argon shielding gas coverage. If your gas flow is below 12 CFH, or you have a draft in your shop blowing the argon envelope away, atmospheric nitrogen and oxygen will contaminate the molten puddle instantly.
Expert Decision Framework: Which Process to Choose?
Use this rapid triage system to select your joining method based on the physical constraints of your 2026 project:
- Choose Soldering IF: You are joining electrical conductors, working with heat-sensitive microcontrollers, or sealing low-pressure residential water lines under 150 PSI.
- Choose Brazing IF: You are joining dissimilar metals (like copper to cast iron), working on high-vibration HVAC linesets, or building thin-wall chromoly bicycle frames where welding heat would warp the tubing.
- Choose Welding IF: You require maximum structural load-bearing capacity, are joining thick steel plates (>1/8 inch), or are fabricating automotive roll cages where AWS D1.1 structural codes mandate full penetration fusion.
Mastering the transition between these three thermal processes is what separates a hobbyist from a master fabricator. Respect the temperatures, prep your surfaces with emery cloth and acetone, and let the capillary action do the heavy lifting.
Pro-Tip for 2026: With the rising cost of silver-bearing brazing alloys, many HVAC technicians are switching to induction brazing systems for repetitive copper joints. Induction heats the metal from the inside out via magnetic fields, reducing silver filler consumption by up to 30% compared to traditional oxy-acetylene torches.