The Thermal Divide: Understanding Soldering Brazing Hazards
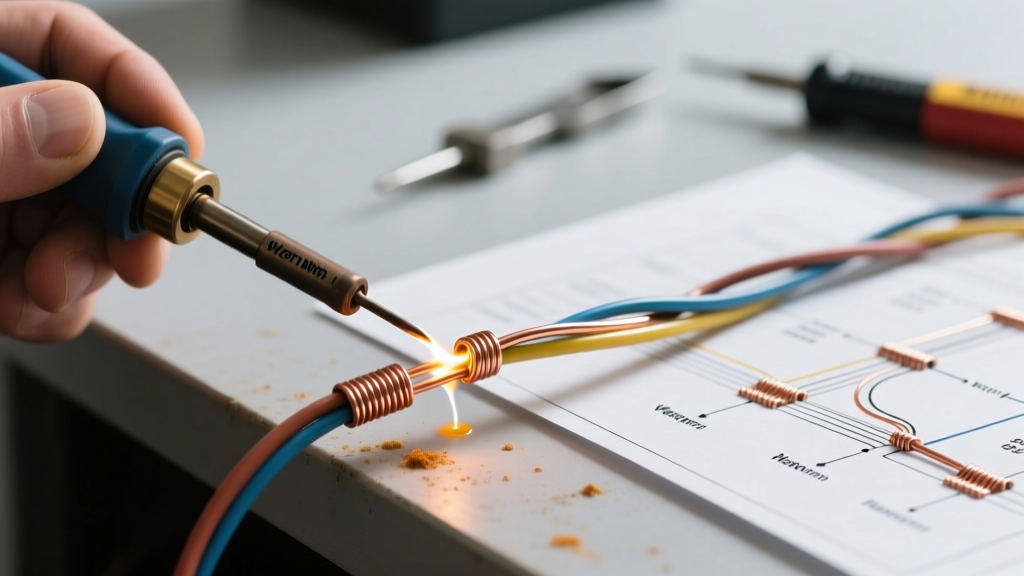
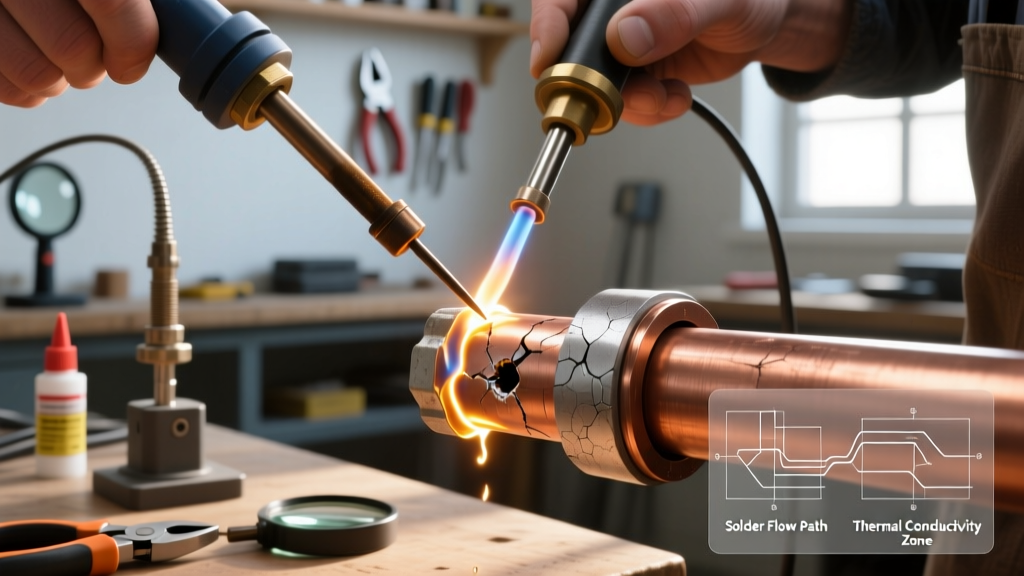
While often grouped together in DIY, plumbing, and HVAC contexts, the phrase soldering brazing actually conflates two metallurgically distinct processes with vastly different safety profiles. The absolute dividing line is 450°C (842°F). Below this threshold, soft soldering relies on capillary action and alloys like Sn63/Pb37 or lead-free SAC305. Above it, brazing utilizes copper-phosphorus, silver-copper, or brass alloys that require intense localized heat, typically from an oxy-acetylene, acetylene-air, or MAP-Pro torch.
This thermal leap fundamentally changes the hazard landscape. Soft soldering primarily threatens the user with rosin flux fumes and low-level thermal burns. Brazing introduces severe risks: blinding UV/IR radiation, lethal metal oxide fumes (particularly from cadmium-bearing alloys), and catastrophic fire hazards. According to the OSHA 1910.252 standard for welding, cutting, and brazing, employers and solo technicians must implement strict engineering controls to manage these high-heat environments. This guide details the exact personal protective equipment (PPE), ventilation metrics, and workspace configurations required to execute high-heat joins safely in 2026.
Respiratory Defense: Managing Flux and Metal Fumes
The most insidious danger in any soldering brazing workflow is inhalation of vaporized flux and metal oxides. When brazing copper with a silver-bearing alloy, the flux (often potassium fluoroborate-based, like Harris Stay-Silv Black Flux) vaporizes into highly irritating fluoride compounds. If you are using older or imported silver brazing alloys that contain cadmium (such as 45% Ag-Cd alloys), heating past 700°C vaporizes cadmium oxide—a highly toxic gas that can cause fatal pulmonary edema.
Expert Directive: Never use cadmium-bearing brazing alloys in unventilated indoor spaces. Upgrade to cadmium-free alternatives like Lucas-Milhaupt Sil-Fos 5 (15% Ag, Cu, P). While Sil-Fos 5 costs roughly $180 per pound compared to $120 for cadmium-bearing variants, the elimination of acute toxicity risks is non-negotiable for indoor HVAC and refrigeration work.
Fume Extraction and PPE Matrix
Standard $30 USB desk fans do not protect you; they merely disperse rosin and fluoride fumes across your workspace. You must capture fumes at the source or wear supplied-air/purifying respirators. The NIOSH guidelines on welding and brazing fumes mandate particulate filtration for metal oxides and chemical cartridges for flux VOCs.
| Process / Material | Primary Fume Hazard | Required Source Extraction | Personal Respirator Spec |
|---|---|---|---|
| Soft Soldering (Rosin Flux) | Colophony (Occupational Asthma trigger) | Weller WSA350 (130 CFM, HEPA + Carbon) | 3M 6001 (Organic Vapor) |
| Copper Brazing (Cu-P Alloy) | Phosphorus Pentoxide, Zinc Oxide | Flexible arm extractor (min 300 CFM) | 3M 2097 (P100 + Nuisance OV) |
| Silver Brazing (Flux Coated) | Fluoride compounds, Potassium Borate | Downdraft ventilated brazing table | 3M 60926 (Multi-Gas + P100) |
For benchtop electronics and light plumbing, the Weller WSA350 (retailing around $145) remains the benchmark for 2026, offering true HEPA filtration paired with an activated carbon bed to neutralize organic vapor from rosin fluxes. For heavy brazing, a half-face respirator like the 3M 7502 equipped with 60926 Multi-Gas/P100 cartridges (approx. $48 per pair) is mandatory when local exhaust ventilation is impractical.
Ocular and Dermal Protection Protocols
Brazing torches emit intense infrared (IR) and ultraviolet (UV) radiation that can cause 'glassblower's cataracts' and retinal damage over time. Standard clear ANSI Z87.1 safety glasses are entirely insufficient for brazing operations.
Selecting the Correct Shade
- Soft Soldering (Iron/Torch): Shade 2.0 or standard clear polycarbonate to protect against flux splatter.
- Light Brazing (MAP-Pro / Air-Acetylene): Shade 3.0 to 4.0 IR filtering lenses.
- Heavy Brazing (Oxy-Acetylene): Shade 4.0 to 5.0. The American Welding Society (AWS) safety fact sheets recommend Shade 4 for brazing up to 1/2 inch thickness.
For dermal protection, borax and fluoride-based brazing fluxes are highly alkaline and can cause severe contact dermatitis or chemical burns. Standard 2-mil latex gloves will melt and trap heat. Always use 4-mil to 6-mil nitrile gloves (e.g., MicroFlex Black Dragon) when handling raw flux or cleaning joints post-braze. For the actual brazing process, wear split-leather welding gloves (such as Tillman 1338) rated for high-heat contact, keeping in mind that leather offers zero protection against chemical flux absorption once contaminated.
Fire Safety and Workspace Configuration
The OSHA 35-foot rule dictates that all combustible materials must be moved at least 35 feet away from the brazing arc, or properly shielded. In residential HVAC retrofits or cramped DIY workshops, achieving a 35-foot clearance is often impossible. This requires engineered shielding.
Essential Fire Mitigation Gear
- Welding Blankets: Use an aluminized fiberglass blanket like the Tillman 36220 ($45). The aluminized surface reflects up to 90% of radiant heat, protecting drywall, wooden studs, and PEX piping behind your work area. Never use cheap 'fire retardant' cotton tarps for direct brazing spark catchment; they will smolder.
- Soldering Boards: For bench brazing, discard asbestos-laden vintage boards. Use Morgan Advanced Materials ceramic fiber boards or high-density magnesia boards. These withstand continuous 1600°C (2900°F) temperatures without off-gassing.
- Extinguisher Placement: Keep a 5 lb Class ABC dry chemical extinguisher (e.g., Amerex B500, approx $75) within 10 seconds of walking distance. For electrical soldering stations, a Class C CO2 extinguisher is preferred to avoid corrosive dry-chemical residue on PCBs.
Step-by-Step Safe Brazing Protocol
Executing a safe, leak-free brazed joint (such as copper-to-copper refrigeration lines) requires a strict sequence to prevent internal oxidation and external fire hazards.
- Purge the Lines: Introduce dry nitrogen at 2-3 SCFH through the copper tubing. This displaces oxygen, preventing internal cupric oxide scaling (flakes that will destroy an HVAC compressor).
- Apply Flux (If Required): For copper-to-brass or steel joints, apply a thin layer of Harris Stay-Silv White Flux using a dedicated acid brush. Do not use your fingers.
- Pre-Heat the Base Metal: Using a neutral oxy-acetylene flame, keep the torch moving in a circular pattern 4 inches away. Never point the flame directly into the joint clearance; heat the adjoining pipes to draw the filler metal in via capillary action.
- Introduce Filler Metal: When the base metal reaches the brazing temperature (indicated by the flux turning clear and glassy, typically around 700°C), touch the filler rod (e.g., Sil-Fos 5) to the joint edge. If it melts on contact to the torch flame rather than the metal, the joint is too cold. Stop and re-heat.
- Cool and Quench Safely: Allow the joint to air cool until it drops below 400°C. Quenching red-hot copper with a wet rag can cause micro-fractures in the brazed joint and generate dangerous steam burns.
Frequently Asked Questions (FAQ)
Can I use a standard N95 mask for brazing fumes?
No. An N95 mask only filters non-oil particulates down to 0.3 microns. It offers zero protection against the vaporized fluoride gases from brazing flux or the organic volatile compounds (VOCs) from rosin soldering flux. You must use a cartridge-based respirator with an Organic Vapor (OV) or Acid Gas rating, combined with a P100 particulate filter.
Is MAP-Pro gas safe for indoor plumbing brazing?
MAP-Pro (propylene) burns at approximately 3,730°F (2,054°C) in oxygen, which is hot enough to braze copper using copper-phosphorus alloys. However, it generates significant carbon monoxide and soot if used in poorly ventilated, confined spaces like crawlspaces. Always use a battery-operated combustible gas detector (like the UEi Test Instruments CD100A) and an active ventilation fan when brazing indoors.
How often should I replace my fume extractor carbon filters?
For active daily soldering (4+ hours), the activated carbon bed in units like the Hakko FA-400 or Weller WSA350 becomes saturated with rosin VOCs within 3 to 4 months. Once you can smell the sweet, pine-like scent of rosin flux escaping the exhaust port, the carbon is fully saturated and must be replaced immediately to prevent occupational asthma triggers.