The Core Question: What Is Flux Used For in Soldering?
At its most fundamental metallurgical level, flux is a chemical reducing agent designed to dissolve metal oxides, prevent further oxidation during heating, and lower the surface tension of molten solder. If you have ever wondered what is flux used for in soldering, the simplest answer is that it is the bridge that allows a metallurgical bond to form between a component lead and a printed circuit board (PCB) pad.
Without flux, the copper on a PCB and the tin/lead or tin/silver/copper (SAC) in your solder wire will instantly form an oxide layer when exposed to the 250°C+ temperatures of a soldering iron. This oxide layer acts as a physical barrier, resulting in cold, grainy, and mechanically weak solder joints. Flux chemically strips this barrier away in milliseconds, enabling true intermetallic compound (IMC) formation.
The Three Pillars of Flux Functionality
To understand how to select the right consumable, you must understand the triad of chemical and physical actions flux performs during the reflow or hand-soldering process.
1. Chemical Deoxidization (The Cleaning Phase)
When flux reaches its activation temperature (typically between 150°C and 180°C), its active chemical agents—often organic acids like adipic, glutaric, or succinic acid—react with copper oxide (CuO) and tin oxide (SnO2). This reaction converts solid oxides into soluble salts that are swept away into the molten flux vehicle, exposing pristine, bare metal underneath.
2. Surface Tension Reduction (The Wetting Phase)
Molten solder naturally wants to ball up due to high surface tension. Flux contains surfactants that drastically lower this tension, allowing the liquid alloy to 'wet' the pad and flow smoothly into through-holes or under fine-pitch QFN (Quad Flat No-lead) components. According to guidelines published by the Association Connecting Electronics Industries (IPC), proper wetting is characterized by a contact angle of less than 75 degrees.
3. Thermal Transfer and Oxidation Shielding
Liquid flux acts as a temporary thermal couplant, transferring heat from the iron's tip to the joint more efficiently than air. Furthermore, as the flux boils and vaporizes, it creates a localized inert gas cloud that displaces oxygen, shielding the molten solder pool from re-oxidizing while the joint cools.
IPC-J-STD-004 Classification Matrix
Professional electronics manufacturing relies on the IPC-J-STD-004 standard to classify flux. Understanding this matrix is critical for predicting cleanup requirements and long-term reliability.
| Flux Type | IPC Code | Activator Chemistry | Corrosivity | Cleanup Required? |
|---|---|---|---|---|
| Rosin (R) | ROL0 | Pure Pine Rosin | Non-Corrosive | No |
| Mildly Activated Rosin (RMA) | ROL1 | Rosin + Mild Halides | Slightly Corrosive | Recommended |
| Activated Rosin (RA) | ROH1 | Rosin + Strong Halides | Highly Corrosive | Mandatory |
| Organic Acid (OA) | ORH1 | Water-Soluble Acids | Highly Corrosive | Mandatory (Water) |
| No-Clean (NC) | ROL0 / REL0 | Synthetic Resins | Non-Corrosive | No (Leaves safe residue) |
Expert Recommendations: Choosing the Right Chemistry
Based on extensive bench testing and field repair data, here are the expert recommendations for the three primary flux categories available to DIYers and professionals in 2026.
Rosin-Based Flux (RMA): The Heavy-Duty Standard
For general-purpose through-hole soldering, heavy gauge wires, and oxidized vintage PCB restoration, Mildly Activated Rosin (RMA) remains unmatched. It provides aggressive cleaning power while leaving a hard, amber residue that is non-conductive.
- Top Pick: Kester 186 RMA Liquid Flux.
- Cost: $18 - $24 for a 2oz bottle.
- Expert Tip: Kester 186 contains a mild halide activator. While technically 'no-clean' in consumer hobbyist contexts, you should clean it off high-impedance analog circuits using 99% Isopropyl Alcohol (IPA) to prevent parasitic capacitance.
No-Clean Flux: The Modern SMT Essential
If you are drag-soldering 0.5mm pitch TQFP microcontrollers or working with BGA (Ball Grid Array) rework, no-clean flux is mandatory. It is formulated with synthetic resins that encapsulate any unreacted acids upon cooling, rendering the residue electrically inert and safe to leave under components where brushes cannot reach.
- Top Pick: MG Chemicals 8341 No-Clean Paste Flux or Chip Quik NC191.
- Cost: $12 - $16 for a 10g syringe.
- Expert Tip: Do not mix no-clean flux with rosin flux. Mixing chemistries can prevent the synthetic resins from properly encapsulating the activators, leading to long-term dendrite growth.
Water-Soluble (OA) Flux: The High-Reliability Choice
Organic Acid (OA) fluxes are used in aerospace and medical device manufacturing where zero-residue is mandated. They clean aggressively but must be washed off with heated deionized water immediately after soldering.
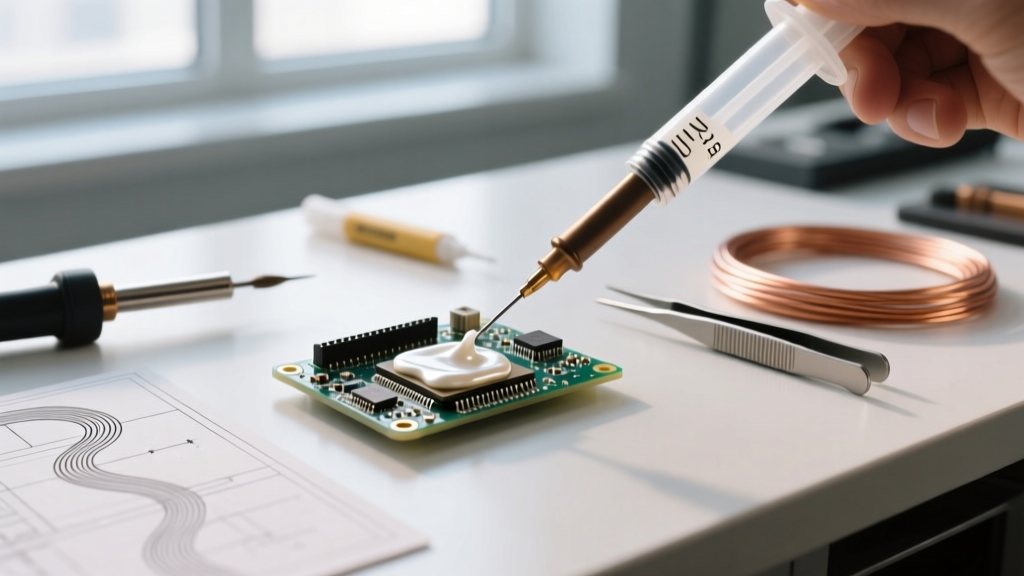
- Top Pick: Indium Water-Soluble Flux Paste.
- Cost: $25 - $35 for a 10cc syringe.
- Warning: Never use water-soluble flux for drag soldering fine-pitch ICs. If it wicks under the chip and you cannot rinse it out, the board will corrode and fail within weeks due to electrochemical migration.
Critical Failure Modes: When Flux Goes Wrong
Understanding what flux is used for also means understanding what happens when it is misapplied. Here are the most common failure modes observed in professional rework labs:
- Head-in-Pillow (HiP) in BGA Rework: If insufficient flux is applied to a BGA sphere, the sphere oxidizes before the paste melts. The sphere touches the molten paste but does not alloy with it, creating a mechanical connection that fails under thermal cycling.
- Dendrite Growth (Electrochemical Migration): Leaving aggressive RMA or OA flux residues on a board exposed to high humidity allows the flux to absorb moisture, ionize, and create microscopic conductive metal 'trees' (dendrites) between traces, causing short circuits.
- Solder Beading and Splatter: Applying too much liquid flux too quickly. The rapid boiling of the solvent (usually IPA or VOCs) causes micro-explosions, throwing tiny spheres of molten solder across the PCB, which can short adjacent vias.
Expert Insight: 'Flux-cored solder wire only contains 1% to 3% flux by weight. This is enough for a single, clean joint. If you are desoldering a component and reusing the pad, or drag-soldering a 100-pin IC, the core flux is entirely insufficient. You must add external liquid or paste flux to ensure continuous deoxidization.' — Senior Rework Engineer, MG Chemicals Technical Resources
Professional Cleanup Protocols
If your application requires flux removal (such as prior to applying conformal coating or testing high-voltage isolation), follow this protocol:
- For Rosin (RMA/RA): Use a dedicated saponifier or high-purity (99%+) Isopropyl Alcohol. Apply with a natural bristle brush (hog hair), agitate for 30 seconds, and immediately wipe with a lint-free Kimwipe before the alcohol evaporates and redeposits the flux.
- For Water-Soluble (OA): IPA will not clean OA flux. You must use heated (60°C) deionized (DI) water. Tap water contains minerals that will react with the flux acids and cause severe corrosion.
- For No-Clean: If removal is strictly necessary for aesthetic or optical inspection reasons, use a specialized no-clean flux remover (like Techspray Ecoline), as standard IPA will only smear the synthetic resin residue into a white, cloudy film.
Frequently Asked Questions
Can I use plumbing flux for electronics soldering?
Absolutely not. Plumbing fluxes (like zinc chloride or tallow-based pastes) are highly acidic and designed for thick copper pipes. If used on a PCB, the acid will eat through the thin copper traces, destroy the fiberglass substrate, and cause catastrophic short circuits. Always use electronics-grade flux.
Does flux expire?
Yes. Liquid fluxes have a shelf life of 12 to 24 months. Over time, the solvents evaporate, and the activators can precipitate out of the solution. If your liquid flux becomes thick and syrupy, it will not flow properly into joints and will leave excessive, difficult-to-clean charred residues. Store flux in a cool, dark place with the cap tightly sealed.
What is the difference between flux paste and flux gel?
Flux paste is thicker, often packaged in syringes, and is ideal for BGA reballing and precise SMT tack-soldering because it stays exactly where you dispense it. Flux gel is slightly more viscous than liquid but thinner than paste, making it excellent for dipping component leads or applying with a brush for general through-hole work.