What Does Flux Do For Soldering? The Chemical Mechanism
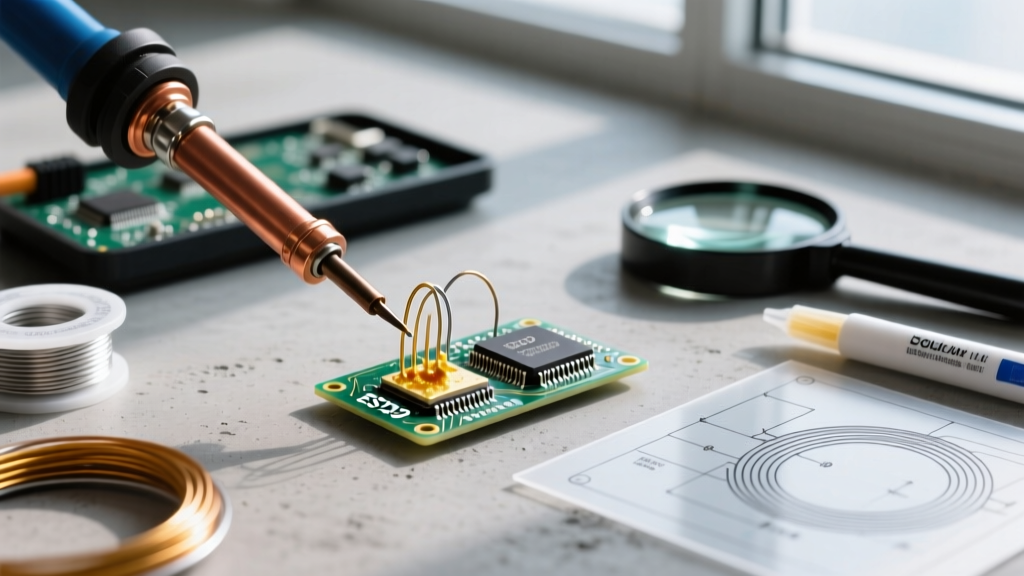
If you have ever asked, "what does flux do for soldering?", the short answer is that it acts as a chemical reducing agent and a physical wetting agent. Without flux, soldering modern electronics is practically impossible. When copper printed circuit board (PCB) pads and component leads are exposed to air, they rapidly develop a microscopically thin layer of copper oxide (CuO). Molten solder will not bond to oxidized metal; it will simply ball up and roll off, resulting in a cold, high-resistance joint.
Flux solves this through a precise chemical reaction. In traditional rosin-based fluxes, the active ingredient is abietic acid (C20H30O2), derived from pine tree sap. When heated to its activation temperature (typically between 180°C and 220°C), the abietic acid donates hydrogen ions to the copper oxide. This strips the oxygen away, forming a harmless water vapor and leaving behind pure, reactive copper. The byproduct of this reaction, copper abietate, dissolves into the molten solder and floats to the surface, safely encapsulated in the flux residue as the joint cools. Furthermore, the liquid flux reduces the surface tension of the molten solder alloy, allowing it to flow smoothly into microscopic through-holes and under tight surface-mount device (SMD) leads via capillary action.
Flux Types, Activation Temperatures, and Hazard Profiles
As of 2026, the IPC J-STD-004C standard remains the governing classification for flux chemistries. Selecting the right flux is not just about solderability; it dictates your safety protocol and post-soldering cleaning requirements.
| Flux Type | IPC Code | Activation Temp | Primary Solvent | Primary Safety Hazard |
|---|---|---|---|---|
| Rosin Activated (RA) | ROL1 | 180°C - 220°C | Isopropyl Alcohol (IPA) | Colophony asthma (fumes), flammability |
| Water-Soluble (OA) | ORH1 | 150°C - 200°C | Deionized Water | Severe skin irritation, highly corrosive residue |
| No-Clean (NC) | ROL0 | 170°C - 210°C | Glycol Ethers | VOC inhalation, eye irritation from vaporized carriers |
The Hidden Dangers: Fumes, Asthma, and Dermatitis
While flux is essential for reliable electrical connections, the vaporized byproducts generated when a 350°C soldering iron hits liquid flux pose significant occupational health risks. Understanding these hazards is the core of safe soldering practices.
1. Colophony-Induced Occupational Asthma
Rosin (colophony) is a known, severe respiratory sensitizer. When heated, it releases a complex smoke containing aliphatic aldehydes, formaldehyde, and toluene. According to the UK Health and Safety Executive (HSE), repeated inhalation of rosin fumes can cause occupational asthma. Once a worker becomes sensitized, even microscopic, parts-per-billion exposure to rosin dust or fumes can trigger severe, debilitating asthma attacks. Sensitization is permanent and irreversible.
2. Contact Dermatitis from Organic Acids
Water-soluble and heavily activated (RA) fluxes contain aggressive organic acids (like lactic, citric, or adipic acid) and amine compounds. Prolonged skin contact with these liquid fluxes, or handling flux-coated wires without protection, frequently leads to allergic contact dermatitis. The Canadian Centre for Occupational Health and Safety (CCOHS) explicitly recommends minimizing direct skin contact with all flux chemistries and solvents.
Safety Warning: Never use a standard desk fan to blow soldering smoke away from your face. This merely disperses hazardous VOCs and sensitizing particulates into the ambient room air, increasing the exposure risk for everyone in the workspace.
Best Practices for Safe Flux Application and Fume Extraction
To mitigate the risks associated with flux vaporization, DIYers and professional technicians must implement strict engineering and administrative controls.
- Targeted Fume Extraction: Invest in a dedicated fume extractor equipped with a dual-stage filtration system (HEPA for particulates, activated carbon for VOC gases). Units like the Hakko FA-400 (approx. $85) or the Weller WSA3D (approx. $160) are industry standards. Position the extraction hood exactly 2 to 3 inches from the solder joint to capture the thermal plume before it disperses.
- Temperature Control: Flux is designed to activate at specific temperatures. If your iron is set too high (e.g., above 380°C for standard leaded 63/37 solder), you will pyrolyze (burn) the flux rather than activating it. Pyrolysis destroys the flux's wetting properties and exponentially increases the toxicity of the emitted smoke. Use a temperature-controlled station and keep the tip between 300°C and 320°C for leaded alloys, and 340°C to 360°C for lead-free SAC305 alloys.
- Personal Protective Equipment (PPE): Wear ANSI Z87.1-rated safety glasses to protect against hot flux splatter, which can cause severe corneal burns. When handling liquid flux or applying tacky flux via syringe, wear minimum 4-mil thick nitrile gloves to prevent dermal absorption of glycol ethers and organic acids.
Step-by-Step Safe Flux Application Workflow
Follow this standardized workflow to ensure optimal wetting while minimizing health risks and material waste.
- Surface Preparation: Clean the PCB pads and component leads with 99% Isopropyl Alcohol (IPA) and a lint-free swab to remove manufacturing oils and fingerprints.
- Precision Application: For SMD rework, use a syringe with a 21-gauge or 23-gauge blunt-tip needle to apply a microscopic bead of No-Clean (ROL0) tacky flux (e.g., Amtech NC-559-V2-TF). For through-hole components, a water-based flux pen (e.g., Kester 952-S) provides a controlled, low-fume application without the splash risk of liquid brush-on fluxes.
- Pre-Heating (If applicable): For heavy ground planes, use a PCB pre-heater set to 120°C. This brings the board closer to the flux's activation temperature, reducing the time your iron needs to dwell on the joint, thereby reducing total fume generation.
- Solder Introduction: Apply the solder wire (which contains its own internal flux core) to the heated joint, not directly to the iron tip. The external liquid/paste flux will hold the component in place and promote immediate capillary flow.
- Cooling and Inspection: Remove the heat and allow the joint to cool naturally. Do not blow on the joint, as this can cause micro-fractures in the crystallizing solder lattice and blow residual hot flux into your eyes.
Post-Soldering: Cleaning and Hazardous Disposal
Even "No-Clean" fluxes leave a residue. While IPC ROL0 classifications dictate that this residue is electrically safe to leave on standard digital circuits, it can cause parasitic capacitance issues in high-frequency RF circuits and can interfere with conformal coating adhesion. Furthermore, in high-humidity environments, unactivated acids trapped in the residue can slowly cause electrochemical migration (dendritic growth), leading to short circuits.
Cleaning Protocol: Submerge the PCB in an ultrasonic cleaner filled with 99% IPA or a dedicated PCB wash (e.g., MG Chemicals Super Wash). Run the ultrasonic bath at 40kHz for 3 to 5 minutes. Follow with a rinse in fresh solvent and dry using compressed, oil-free air or a low-heat convection oven (60°C for 15 minutes).
Disposal Warning: Never pour used, flux-contaminated IPA down the drain. If you are soldering with leaded alloys (like 63/37 Sn/Pb), the spent solvent will contain dissolved rosin, organic acids, and suspended heavy metal particulates. This mixture is classified as hazardous waste and must be collected in a sealed, labeled HDPE container and disposed of through your local municipal hazardous waste facility.
Frequently Asked Questions
Can I solder without using any flux?
Technically, yes, but only if the copper surfaces are surgically clean, entirely free of oxidation, and you are using a highly active solder paste in a controlled nitrogen atmosphere. In any real-world DIY or repair scenario, ambient oxidation forms on copper within minutes. Attempting to solder without flux will result in cold, brittle, and electrically unreliable joints.
Is No-Clean flux actually safe to leave on the board?
For standard, low-voltage digital circuits (like microcontrollers or basic LED drivers), high-quality ROL0 no-clean flux residue is safe and inert. However, if you are building high-impedance analog circuits, RF antennas, or devices that will operate in high-humidity environments, you must clean the residue to prevent leakage currents and corrosion.
Why does my flux turn black and crusty?
Black, crusty residue is a clear indicator of thermal degradation. Your soldering iron temperature is too high, or you are dwelling on the joint for too long. The carbonization of the rosin destroys its chemical ability to clean the metal, and the resulting crust can actually insulate the joint, preventing proper solder flow. Lower your iron temperature by 20°C and use fresh flux.