For advanced fabricators, electronics engineers, and HVAC specialists, understanding the difference between soldering and brazing and welding goes far beyond basic definitions. While hobbyists often conflate these thermal joining processes, industrial and high-reliability applications demand strict adherence to metallurgical thresholds defined by the American Welding Society (AWS). The distinction dictates joint tensile strength, electrical conductivity, thermal fatigue resistance, and capillary flow dynamics.
The 840°F (450°C) Metallurgical Divide
The fundamental differentiator among these three processes is the melting point of the filler metal relative to the base metal, anchored by a universally recognized thermal threshold. According to the AWS A3.0 standard, the dividing line between soldering and brazing is exactly 840°F (450°C). In both soldering and brazing, the base metal never melts; only the filler metal liquefies and flows via capillary action. Welding, conversely, is a fusion process where the base metals themselves are melted and coalesced, often with the addition of a filler metal.
Expert Insight: The 840°F threshold is not arbitrary. It represents the approximate temperature at which traditional soft solders (tin-lead and tin-silver-copper) lose structural viability, and where hard silver and copper-phosphorus alloys begin to exhibit the capillary penetration required for high-pressure HVAC and structural joints.Soldering: Intermetallic Compounds and Electronics
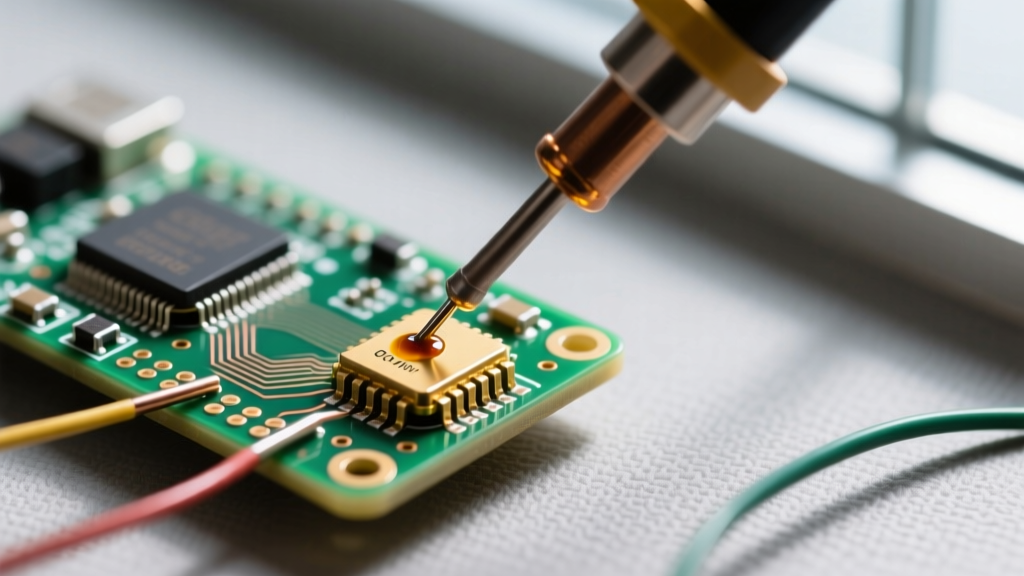
Soldering operates strictly below the 840°F (450°C) threshold. In advanced electronics manufacturing, governed by standards like IPC J-STD-001, soldering is less about mechanical adhesion and more about creating a precise metallurgical bond through Intermetallic Compounds (IMCs).
Alloy Specifics and Thermal Profiles
- SAC305 (96.5% Sn, 3.0% Ag, 0.5% Cu): The industry-standard lead-free alloy. It has a solidus of 217°C (423°F) and a liquidus of 220°C (428°F). Peak reflow temperatures typically hit 245°C (473°F).
- Sn63/Pb37 (Eutectic): Melts at exactly 183°C (361°F). Preferred in aerospace and medical electronics due to its lack of a plastic (pasty) state, which prevents cold-joint micro-cracking during cooling.
When liquid tin contacts a copper pad, it dissolves the copper and forms a Cu6Sn5 IMC layer. A properly formed IMC layer is roughly 1 to 2 microns thick. If the iron dwell time exceeds 3-4 seconds, the IMC layer overgrows, becoming excessively thick and brittle, leading to catastrophic pad lift or thermal cycling fractures.
Brazing: Silver-Bearing Alloys and High-Temperature Capillarity
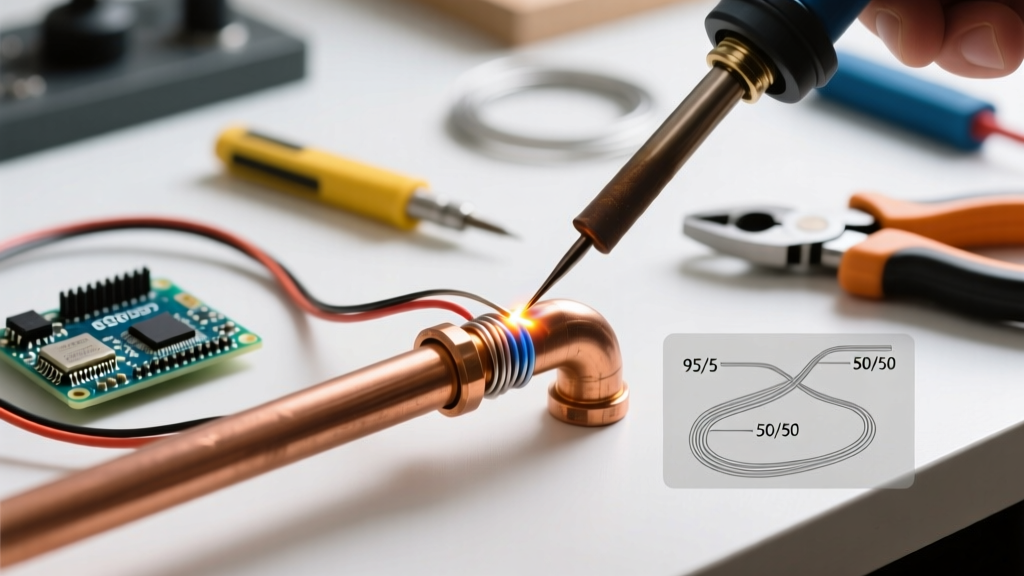
Brazing operates above 840°F (450°C) but below the melting point of the base metals. It is the dominant joining method for refrigeration, aerospace fluid lines, and structural steel tubing. The joint strength in brazing relies entirely on capillary action drawing the molten filler metal into a tightly controlled joint clearance, typically between 0.002 and 0.005 inches.
AWS A5.8 Filler Classifications
According to Lincoln Electric's metallurgical guidelines, selecting the correct AWS-classified filler is critical for preventing galvanic corrosion and ensuring shear strength:
- BCuP-5 (15% Silver, Copper-Phosphorus): Melts between 1190°F and 1460°F. The phosphorus acts as a self-fluxing agent on copper-to-copper joints, eliminating the need for chemical flux. However, it must never be used on ferrous metals or nickel alloys, as it forms brittle phosphide compounds that cause immediate joint failure.
- BAg-8 (72% Silver, 28% Copper): A eutectic silver alloy melting at 1435°F (780°C). It requires a borax-based flux (like AWS FB3-A) when brazing stainless steel or carbide tips, providing a shear strength exceeding 45,000 PSI.
Welding: Fusion, HAZ, and Structural Continuity
Welding is a fusion process. Whether utilizing Gas Tungsten Arc Welding (GTAW/TIG) or Gas Metal Arc Welding (GMAW/MIG), the base metal is brought to its melting point (e.g., ~2700°F / 1480°C for mild steel). The defining characteristic of welding, and its primary vulnerability, is the Heat Affected Zone (HAZ).
The HAZ is the band of base metal adjacent to the weld pool that did not melt but experienced severe thermal cycling. In high-carbon steels (above 0.30% carbon), the rapid cooling of the HAZ can form untempered martensite, an extremely hard and brittle microstructure. Advanced welders mitigate this by calculating pre-heat and interpass temperatures based on the carbon equivalent (CE) formula to slow the cooling rate and prevent Hydrogen-Induced Cold Cracking (HICC).
Advanced Comparison Matrix
| Process | Filler Melting Point | Base Metal State | Typical Joint Tensile Strength | Governing Standard |
|---|---|---|---|---|
| Soft Soldering | < 840°F (450°C) | Solid (No melting) | 5,000 - 10,000 PSI | IPC J-STD-001 / AWS A3.0 |
| Brazing | > 840°F (450°C) | Solid (No melting) | 30,000 - 60,000+ PSI | AWS A3.0 / AWS A5.8 |
| Welding (Fusion) | > 2500°F (1370°C) | Liquid (Fusion) | 60,000 - 120,000+ PSI | AWS D1.1 / ASME Sec IX |
Troubleshooting Edge Cases and Failure Modes
Understanding the difference between soldering and brazing and welding is crucial when diagnosing field failures. Each process has unique metallurgical failure modes that require specific diagnostic approaches.
1. Soldering: Tombstoning and Wetting Failures
In surface-mount technology (SMT), tombstoning occurs when one end of a component lifts off the pad during reflow. This is caused by unequal wetting forces, often due to asymmetric thermal mass on the PCB traces. The fix requires adjusting the reflow oven's soak zone profile to ensure the entire component reaches the solder's liquidus temperature simultaneously.
2. Brazing: Zinc Fuming and Flux Inclusions
When brazing brass (a copper-zinc alloy) with an oxy-acetylene torch, exceeding 1650°F causes the zinc to vaporize, releasing toxic zinc oxide gas (visible as white smoke). This vaporization leaves microscopic voids in the brass, severely degrading the joint's pressure rating. Furthermore, failing to quench and wire-brush borax-based flux residues post-braze will trap corrosive salts, leading to pinhole leaks in HVAC systems within months.
3. Welding: Porosity and Lack of Fusion
Porosity in TIG welding aluminum (using ER4043 filler) is almost exclusively caused by hydrogen gas entrapment. Unlike steel, liquid aluminum can hold large amounts of hydrogen, but as it freezes, the hydrogen is rejected, forming bubbles. Advanced mitigation involves mechanical wire brushing followed by an immediate acetone wipe to remove the hygroscopic aluminum oxide layer, which traps ambient moisture.
Real-World Decision Framework
When to Solder: Use when joining electrical conductors, micro-components, or thermally sensitive substrates where base metal distortion must be zero. Joint strength is secondary to electrical continuity and thermal conductivity.
When to Braze: Use for dissimilar metals (e.g., copper to stainless steel), high-pressure fluid lines, and HVAC refrigerant circuits. It provides exceptional shear strength and leak-tightness without altering the base metal's grain structure.
When to Weld: Use when the joint must match or exceed the structural yield strength of the base metal, such as in load-bearing chassis, pressure vessels, and architectural steel. Requires strict control of the HAZ and post-weld heat treatment.
For deeper insights into copper-specific high-temperature joining, the Copper Development Association provides extensive data on brazing copper tube clearances and flux chemistries. Mastering these thermal processes requires moving beyond the heat source and focusing on the metallurgical reactions occurring at the microscopic boundary layer.