The Thermal Threshold: Defining the Boundaries
When evaluating brazing vs soldering vs welding, the primary differentiator is not the tool itself, but the thermal threshold of the base metal. The American Welding Society (AWS) defines the critical boundary at 840°F (450°C). Below this temperature, the process is classified as soldering; above it, brazing. Welding, however, abandons filler-only melting entirely, requiring the base metals themselves to reach their melting points to achieve fusion.
Choosing the correct process is only half the battle. The true mark of a master fabricator or electronics technician lies in Tool & Technique Pairing—matching the exact heat source, filler alloy, and flux chemistry to the metallurgical demands of the joint. In this 2026 guide, we break down the exact equipment, consumables, and edge-case failure modes for all three joining methods.
The Joining Process Matrix
Before selecting a torch or power supply, review the mechanical and thermal realities of each process. The table below outlines the baseline parameters for standard structural and electrical applications.
| Process | Temp Range | Base Metal Melts? | Primary Filler Types | Tensile Strength (Typical) |
|---|---|---|---|---|
| Soft Soldering | 360°F - 500°F | No | Tin/Lead, SAC305, Bismuth | 3,000 - 6,000 PSI |
| Silver Brazing | 1,100°F - 1,600°F | No | Silver/Copper/Zinc Alloys | 40,000 - 70,000 PSI |
| TIG/MIG Welding | 2,500°F - 6,500°F+ | Yes | ER70S-6, 4043 Al, Stainless | 60,000 - 90,000+ PSI |
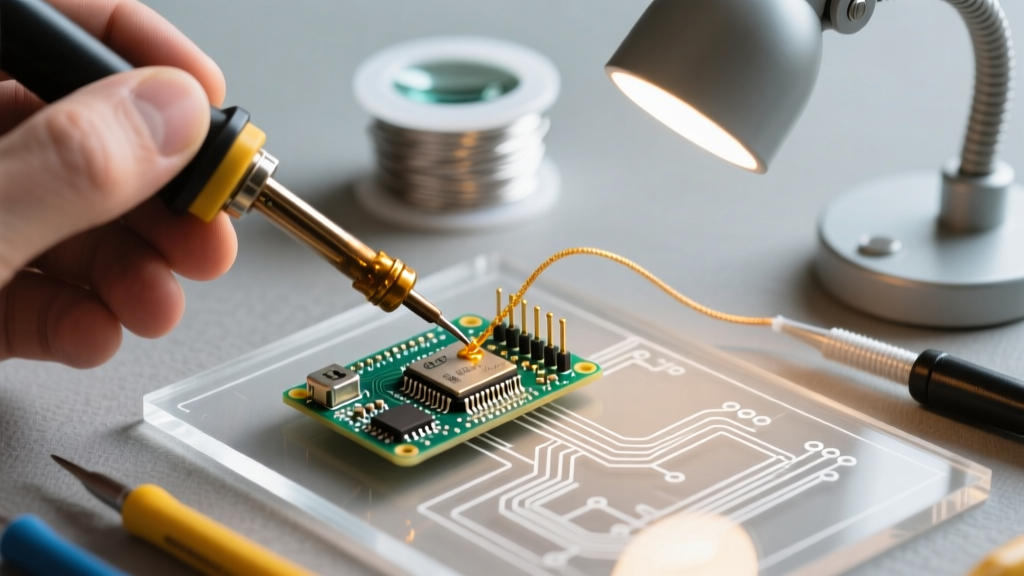
Soldering: Low-Heat Precision Pairing
Soldering relies entirely on capillary action and metallurgical wetting. The base metal must be heated just enough to melt the filler, allowing flux to strip oxides and the solder to form an intermetallic compound (IMC) layer. This process dominates electronics and low-pressure copper plumbing.
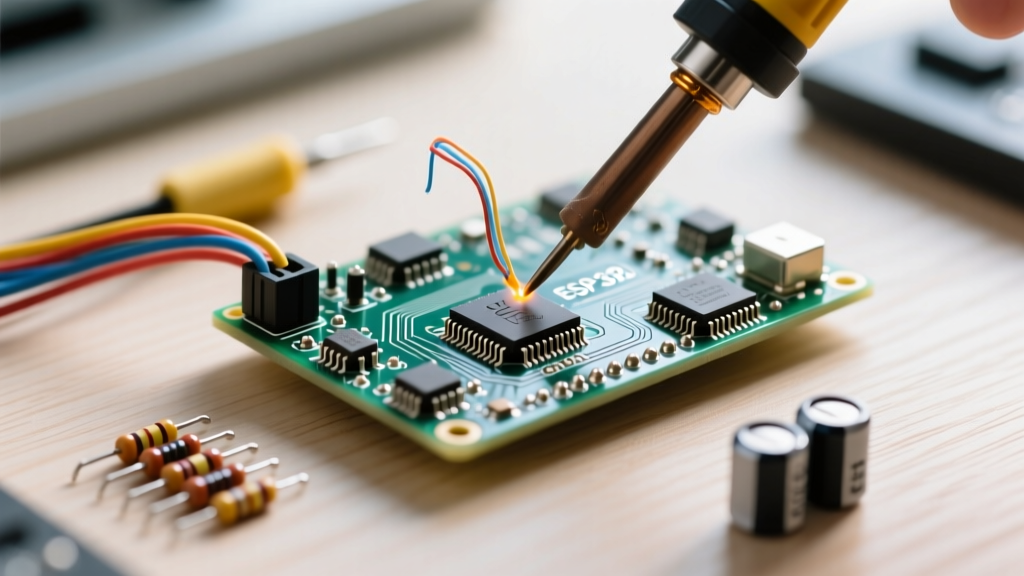
Electronics: The Eutectic Advantage
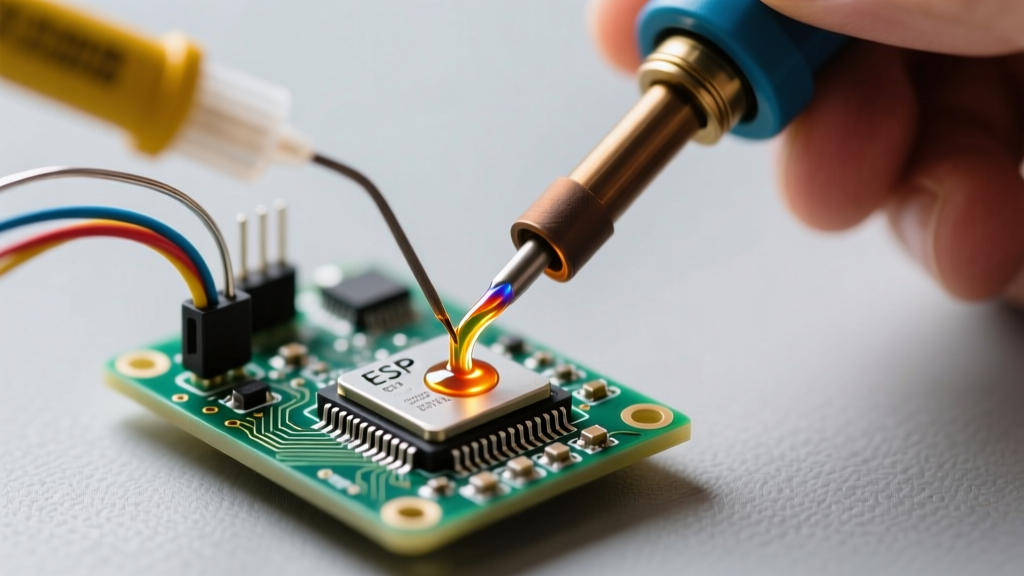
For PCB assembly and microcontroller wiring, the tool pairing must offer rapid thermal recovery without overshooting. The Weller WE1010NA (approx. $115) features a 70W heater that recovers from thermal drops in under 3 seconds, crucial for grounding planes that act as heat sinks.
- Alloy Pairing: For legacy or non-RoHS prototypes, 63/37 Sn/Pb is the gold standard. It is eutectic, meaning it transitions directly from solid to liquid at exactly 361°F (183°C) with no plastic phase. This eliminates 'disturbed joints' caused by micro-movements during cooling.
- Modern Lead-Free: SAC305 (96.5% Sn, 3% Ag, 0.5% Cu) requires higher tip temperatures (around 660°F / 350°C). Pair this with a K-type heavy-duty chisel tip to maximize thermal mass transfer.
- Flux Chemistry: Use No-Clean (ROL0) flux for fine-pitch SMDs to avoid post-solder cleaning, but switch to Water-Soluble (ORH1) for heavy oxidation on through-hole vias.
Plumbing: Capillary Draw in Copper
When joining 1/2-inch to 2-inch Type L copper for residential water lines, the Copper Development Association (CDA) mandates lead-free solders. Pair a Bernzomatic TS8000 MAPP gas torch ($55) with Oatey Safe Flo silver-bearing solder ($18). The TS8000's swirl combustion chamber wraps the flame around the fitting, heating the hub evenly to prevent localized flux burn-off, which is the leading cause of pinhole leaks in DIY plumbing.
Brazing: The High-Strength Bridge
Brazing is the unsung hero of structural fabrication and HVAC/R (Heating, Ventilation, Air Conditioning, and Refrigeration). It provides near-weld-level tensile strength without warping the base metal or creating a brittle Heat-Affected Zone (HAZ).
The Metallurgy of Capillary Clearance
The most common failure mode in brazing is improper joint clearance. For silver brazing alloys like Harris Safety-Silv 45 (45% silver, melts at ~1,300°F, approx. $130/oz), the optimal capillary clearance is between 0.002 and 0.005 inches.
Expert Insight: If your slip-fit joint gap exceeds 0.010 inches, capillary draw fails. The filler metal will simply pool at the edge, creating a surface fillet rather than penetrating the joint. This reduces the shear strength of the joint by up to 60%, leading to catastrophic failure under vibration or thermal cycling.
Tool Pairings for HVAC and Steel
- The Torch: For copper-to-brass or steel-to-steel HVAC joints, an Oxy-Acetylene setup is mandatory. The Victor Journeyman 250 kit ($240) provides the localized, high-BTU pinpoint heat needed to bring thick steel fittings to a cherry-red 1,400°F without melting the adjacent copper tubing.
- Fluxing: Acetylene produces a reducing flame, but black flux (like Harris Black Flux) is still required for brazing steel or stainless steel to dissolve complex chromium oxides that form instantly at 1,200°F.
- Induction Alternatives: For production environments in 2026, portable induction brazing systems (like the Ambrell EKOHEAT series, starting around $8,500) are replacing torches. They offer exact time-temperature profiling, eliminating operator error and flux inclusions.
Welding: Fusion and Penetration
Welding melts the base metal, creating a continuous metallurgical bond. The challenge is managing the intense heat input, which alters the grain structure of the surrounding metal.
TIG (GTAW): Precision Aluminum and Stainless
Tungsten Inert Gas welding is the premier technique for thin-gauge materials and non-ferrous metals. When TIG welding 6061-T6 aluminum, the intense heat anneals the HAZ, dropping its tensile strength from 45,000 PSI down to roughly 24,000 PSI. To mitigate this, fabricators use high-frequency AC start and pulse-width modulation to control heat input.
- Machine Pairing: The AHP Alpha-TIG 200X ($599) offers advanced inverter pulse capabilities previously reserved for $3,000+ industrial machines. Pair it with a 2% lanthanated tungsten (blue) for superior arc stability on both DC steel and AC aluminum.
- Filler: Use 4043 aluminum filler for general fabrication (better flow, less crack sensitivity), but switch to 5356 for marine applications requiring higher shear strength and anodizing color matching.
MIG (GMAW): High-Deposition Steel Fabrication
For structural steel, automotive chassis, and heavy DIY builds, MIG welding offers unmatched deposition rates. According to OSHA safety and operational guidelines, proper shielding gas flow is critical to prevent atmospheric contamination.
- Machine Pairing: The Lincoln Electric Power Wave i250 (approx. $3,200) utilizes waveform control technology to reduce spatter by up to 80% compared to traditional constant-voltage machines.
- Gas & Wire: Pair ER70S-6 wire (which contains higher deoxidizers for welding over light mill scale) with a C25 shielding gas blend (75% Argon, 25% CO2). Set the flow rate to 20-25 CFH. Anything less risks porosity in drafty environments; anything more causes turbulence that pulls ambient air into the weld pool.
Decision Framework: Which Process Do You Need?
Use this quick diagnostic framework to select your joining method based on material constraints and mechanical requirements:
- Are the base metals heat-sensitive or electronic components? Choose Soldering. Use a temperature-controlled iron and eutectic alloys to prevent thermal damage to silicon or PVC insulation.
- Do you need high structural strength but cannot tolerate base metal warping or HAZ weakening? Choose Brazing. It is the only way to join dissimilar metals (like copper to steel) or join carbide cutting tips to steel shanks without cracking the carbide.
- Is the joint load-bearing, subject to high impact, or requires full penetration on thick steel? Choose Welding. Ensure you have the proper PPE, including a 1/10000-second auto-darkening helmet and localized fume extraction.
Frequently Asked Questions
Can I use a soldering iron for brazing?
No. Soldering irons max out around 800°F-900°F at the tip, which is insufficient to melt silver brazing alloys or achieve the necessary thermal mass transfer for capillary action in heavy fittings.
Is silver soldering the same as brazing?
Yes. In the jewelry and HVAC trades, 'silver solder' is a colloquialism. Because the process occurs above 840°F and melts the filler without melting the base metal, it is technically classified as silver brazing by the AWS.
Why does my brazed joint look like a ball of metal on the surface?
This is 'balling' or poor wetting. It occurs when the base metal is not clean, the flux was exhausted before the filler melted, or the base metal was not heated sufficiently to draw the filler in via capillary action. Always heat the base metal, not the filler rod directly.