🎬 Masterclass Video Guide: Brazing and Soldering
Format: Visual Walkthrough & Storyboard
Target Audience: HVAC Technicians, Electronics Engineers, DIY Fabricators
2026 Update: Includes current RoHS-compliant alloy supply chains and modern torch combustion tech.
Welcome to the ElectricalFlux visual masterclass. If you have ever stared at a leaking copper joint or a fractured PCB trace and wondered where the metallurgy went wrong, you are in the right place. This guide is structured as a visual storyboard. Imagine a camera panning across a workbench, shifting between macro-lens close-ups of molten metal flow and wide shots of torch manipulation. We are breaking down the fundamental divide between brazing and soldering, exploring the exact alloys, thermal thresholds, and capillary physics that dictate joint integrity.
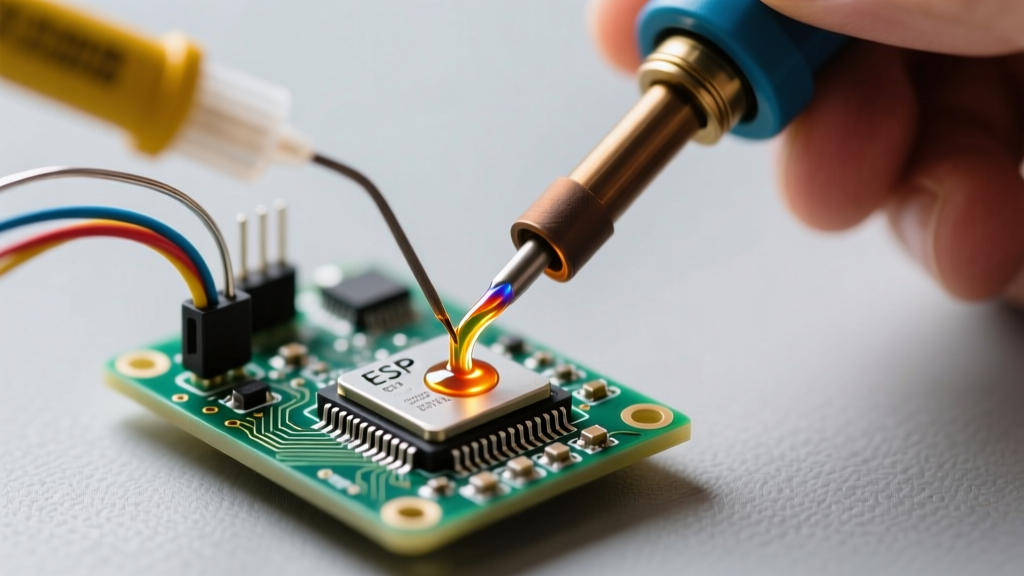
Scene 1: The 800°F Metallurgical Divide
📹 Visual Cue: Split screen. On the left, a 60W Hakko FX-888D iron melting rosin-core wire on a DIP chip. On the right, an oxy-acetylene torch heating a 1-inch Type L copper pipe until it glows dull cherry red.The American Welding Society (AWS) defines the absolute boundary between these two processes at 800°F (427°C). According to the AWS Filler Metal Standards, any joining process where the filler metal melts below 800°F is classified as soldering. Anything above 800°F is brazing. Both processes rely on capillary action rather than melting the base metals (which would be welding), but the thermal dynamics and flux chemistries required are vastly different.
The Capillary Gap Tolerance
For both processes, the joint clearance is critical. As of 2026, automated tube-bending and precision swaging tools have made maintaining these gaps easier, but manual fitting still requires strict adherence to tolerances:
- Soldering Clearance: 0.002 to 0.005 inches. Too tight, and the flux gets trapped; too wide, and the low-viscosity solder drops out via gravity before capillary draw engages.
- Brazing Clearance: 0.001 to 0.003 inches at room temperature. Because brazing occurs at 1,300°F+, thermal expansion of the base metal will close the gap. If you start with a 0.005-inch gap, the hot metal will expand, closing the gap to zero and blocking the brazing alloy.
Scene 2: Soldering Deep Dive (Macro Lens View)
📹 Visual Cue: Extreme close-up (100x magnification) of a SAC305 solder wave washing over a copper pad. The flux boils off in a micro-cloud, leaving a shiny, concave fillet with a wetting angle of less than 40 degrees.In modern electronics and light plumbing, soldering is dominated by specific alloy families. Following the global enforcement of RoHS directives, lead-free alloys are the standard for commercial manufacturing, though Sn63/Pb37 (eutectic) remains popular in hobbyist and aerospace repair sectors due to its superior fatigue resistance.
Alloy Profiles & Thermal Settings
| Alloy | Melting Point | Iron Temp (2026 Std) | Best Application |
|---|---|---|---|
| Sn63/Pb37 | 361°F (183°C) | 320°C - 350°C | Prototyping, vintage repair, aerospace (exempt) |
| SAC305 (Sn96.5/Ag3.0/Cu0.5) | 430°F (221°C) | 360°C - 380°C | Commercial PCB assembly, BGA rework |
| Sn95/Sb5 | 473°F (245°C) | 380°C - 400°C | Potable water plumbing (lead-free mandate) |
Flux Chemistry: For electronics, ROL0 (Rosin, Low-activity, 0% Halides) flux is mandatory to prevent electrochemical migration. For plumbing, water-soluble organic acid (OA) fluxes are used, which must be flushed post-solder to prevent copper pitting.
Scene 3: Brazing Deep Dive (The Torch Dance)
📹 Visual Cue: Slow-motion footage of a Harris Safety-Silv 45 rod touching a heated steel-to-copper joint. The silver alloy instantly flashes into a liquid mirror, disappearing deep into the joint via capillary draw.Brazing is the backbone of HVAC/R systems, structural bicycle frames, and heavy industrial piping. The temperatures are high enough to alter the metallurgical grain structure of the base metal if heat input is not carefully managed. According to the Copper Development Association, improper brazing of copper-to-brass fittings can lead to dezincification or grain boundary penetration if the wrong alloy is selected.
Torch Selection & Flame Dynamics
In 2026, the market has largely shifted away from standard MAPP gas for heavy brazing, favoring high-velocity Oxy-Propane and Oxy-Acetylene setups with swirl-combustion tips.
- Air-Acetylene (e.g., Bernzomatic TS8000): Max temp ~3,730°F. Good for 1/4" to 3/8" copper lines. Struggles with large thermal masses.
- Oxy-Propane (Swirl Tip): Max temp ~4,500°F. The HVAC industry standard. The swirl tip creates a localized vacuum, pulling the flame tightly around the pipe for uniform heating without oxidizing the interior.
- Oxy-Acetylene: Max temp ~5,600°F. Used for steel-to-steel brazing and heavy structural joints. Requires a strictly neutral flame to avoid carburizing (adding carbon to the steel, making it brittle).
Brazing Alloys & Pricing
Silver-bearing alloys are the premium choice for vibration-prone HVAC joints. As of 2026, silver spot prices heavily influence brazing rod costs. Harris Safety-Silv 45 (45% silver, cadmium-free) averages around $55 per ounce, making it a premium choice for critical aerospace and medical gas lines. For standard commercial refrigeration, Sil-Fos 15 (15% silver, 80% copper, 5% phosphorus) remains the workhorse at roughly $18 per ounce. The phosphorus in Sil-Fos acts as a self-fluxing agent when joining copper-to-copper, eliminating the need for external flux paste.
Scene 4: Common Failure Modes (Pause and Inspect)
📹 Visual Cue: X-ray and dye-penetrant overlays showing internal voids, flux inclusions, and micro-cracks in failed joints.Let us review the three most common catastrophic failures observed in the field, and how to visually identify them before the system is pressurized.
1. The "Cold Joint" (Soldering)
Visual Signature: Dull, gray, granular surface with a convex (bulging) profile instead of a smooth, concave fillet.
The Physics: The base metal did not reach the liquidus temperature of the alloy. The solder melted against the iron tip and simply globbed onto the surface without forming an intermetallic compound (IMC) layer.
The Fix: Do not just add more flux and reheat. The joint must be desoldered, cleaned with isopropyl alcohol and a brass sponge, and re-tinned. According to NASA Electronic Parts and Packaging (NEPP) workmanship standards, a disturbed joint during the plastic (semi-solid) phase of cooling results in immediate micro-fractures that will fail under thermal cycling.
2. Flux Inclusions (Brazing)
Visual Signature: Pitting on the joint surface, or a joint that passes a visual inspection but fails a nitrogen pressure test at 150 PSI.
The Physics: The brazing paste flux (typically borate/fluoride based) was trapped inside the joint because the heat was applied to the filler rod rather than the base metal. The flux melted first, capping the joint and preventing the alloy from drawing in.
The Fix: Always heat the base metal until it is hot enough to melt the rod on contact. Apply the rod to the opposite side of the joint from the flame to force the alloy to draw toward the heat source.
3. Base Metal Erosion (Brazing)
Visual Signature: A gouged, washed-out appearance on thin-walled copper or brass, often leading to a blowhole.
The Physics: Using an Oxy-Acetylene torch with an oxidizing flame on thin-gauge copper. The excess oxygen reacts with the copper, forming cuprous oxide, which literally burns away the base metal before the filler can flow.
The Fix: Switch to an Oxy-Propane setup for copper, or strictly tune the acetylene torch to a slightly carburizing (feathery inner cone) flame when brazing thin-walled tubing.
Summary: The Decision Matrix
Rule of Thumb for 2026 Fabricators:
If the joint must withstand high-pressure refrigerants (R-410A or R-32), structural vibration, or temperatures exceeding 250°F in operation, you must braze. If the joint is for electrical continuity, low-pressure water drainage, or delicate PCB components, you must solder. Never attempt to bridge the gap by using high-temp solder on a structural joint; the tensile strength of solder maxes out around 7,000 PSI, whereas a properly brazed silver-alloy joint can exceed 40,000 PSI.
By understanding the thermal thresholds, capillary physics, and specific alloy chemistries outlined in this visual guide, you can confidently select the right process for your next project. Keep your tips tinned, your flames neutral, and your joints clean.