The Ancient Origins: Early Steps in Soldering
When we discuss the steps in soldering today, we typically think of flux application, precise thermal profiling, and intermetallic compound formation. However, the foundational steps in soldering date back over 5,000 years to ancient Mesopotamia and Egypt. Early metalsmiths utilized a primitive form of soldering to join gold and copper jewelry. According to historical metallurgical records preserved by institutions like The Welding Institute (TWI), ancient artisans relied on open charcoal fires and blowpipes to achieve the necessary temperatures.
The historical steps were brutally simple but lacked chemical refinement:
- Mechanical Abrasion: Surfaces were scraped clean with sand or pumice, as chemical fluxes had not yet been formulated.
- Direct Flame Heating: Heat was applied indiscriminately, often damaging the base materials or causing severe oxidation.
- Alloy Application: Early solders were primarily lead-tin or lead-silver mixtures, melted directly onto the joint via secondary flame heating.
"The transition from mechanical scraping to chemical flux application represents the single greatest leap in the historical steps of soldering, enabling the mass production of reliable plumbing and, eventually, electrical circuits."
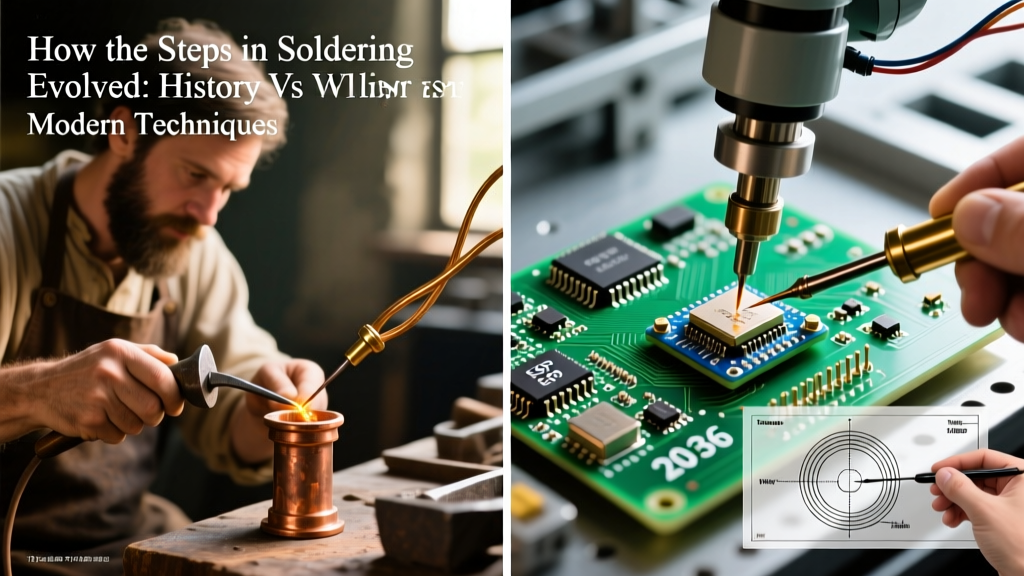
The Mid-Century Shift: Point-to-Point and the 60/40 Era
Fast forward to the mid-20th century. The explosion of consumer electronics and the space race fundamentally altered the steps in soldering. The introduction of rosin-core solder (specifically the 60/40 Tin-Lead eutectic alloy) revolutionized the workflow. Because 60/40 solder melts at a forgiving 183°C (361°F) and the rosin core acted as an integrated chemical flux, the steps were vastly simplified for the technician.
During this era, the standard toolkit was dominated by high-wattage, non-temperature-controlled instruments like the vintage Weller 8200 soldering gun (100W/140W) or massive 250W copper-bit irons. The primary step in soldering during the 1970s and 80s was thermal soaking—holding a massive, superheated iron to a joint until the sheer thermal mass forced the solder to flow. While effective for thick point-to-point wiring, this brute-force approach routinely destroyed early, heat-sensitive semiconductor components.
Modern 2026 Workflows: The Current Steps in Soldering
Today, the environmental mandates of the RoHS directive have forced the industry toward lead-free alloys like SAC305 (96.5% Sn, 3.0% Ag, 0.5% Cu). Because SAC305 melts at a much higher 217°C (422°F) and exhibits poor wetting characteristics compared to legacy leaded solder, the modern steps in soldering demand extreme precision. Understanding these modern steps is critical when evaluating which soldering station to purchase for your bench.
Step 1: Surface Prep and Advanced Flux Chemistry
Modern electronics assembly relies heavily on the IPC J-STD-001 standard for flux classification. The first modern step involves selecting the correct flux chemistry. For most 2026 DIY and professional repair workflows, ROL0 (Rosin, Low-activity, 0% halides) no-clean flux is the gold standard. Applying a high-quality tacky flux (such as Amtech NC-559-V2-TF) before introducing heat is no longer optional when working with lead-free pads; it is a mandatory step to prevent pad lifting and tombstoning.
Step 2: Active Thermal Management
The second step is heat transfer, but modern stations do not just apply heat; they manage it dynamically. When a 217°C lead-free solder joint draws heat away from the tip, the tip temperature plummets. Older irons would take 15-30 seconds to recover, leading to dry joints. Modern steps require active tip sensing. Stations utilizing cartridge-style heaters (where the heating element and tip are a single integrated unit) detect the thermal draw and inject pulse-width modulated (PWM) current instantly, recovering the tip temperature in under two seconds.
Step 3: Intermetallic Compound (IMC) Formation
The final, and most misunderstood, step in soldering is the creation of the Intermetallic Compound (IMC) layer. Soldering is not merely "gluing" metals together with heat; it is a metallurgical bond. When molten SAC305 contacts a copper pad, a Cu6Sn5 crystalline structure forms. This IMC layer must be exactly 1 to 3 microns thick. If the iron is left on the joint too long (a common mistake carried over from the mid-century thermal-soaking era), the IMC layer grows too thick, becoming brittle and prone to micro-fractures under thermal cycling.
Comparison Matrix: Historical vs. Modern Steps in Soldering
| Era | Primary Alloy | Flux Type | Heat Source / Tooling | Key Limitation & Failure Mode |
|---|---|---|---|---|
| Ancient (Pre-1900s) | Lead-Tin / Lead-Silver | None (Mechanical abrasion) | Charcoal fire, blowpipes | Severe oxidation, weak joints, toxic fume inhalation. |
| Mid-Century (1950s-1990s) | 60/40 Sn/Pb (Eutectic) | Rosin-Core (RMA) | 100W+ Soldering Guns, Fixed-temp wands | Thermal damage to early ICs, slow thermal recovery. |
| Modern (2006-2026) | SAC305 / Sn-Pb (Specialty) | No-Clean (ROL0) / Water-Soluble | Active-sensing cartridge stations, SMT Reflow | Requires strict thermal profiling; risk of brittle IMC if overheated. |
How This Evolution Dictates Your 2026 Tool Purchases
Understanding the historical evolution of the steps in soldering directly informs your buying strategy today. Because modern lead-free alloys demand rapid thermal recovery and precise IMC control, purchasing a traditional $15 fixed-wattage 60W wand is a false economy. You will spend more time fighting dry joints and replacing lifted pads than you saved on the initial purchase.
Here is how to align your tool purchases with the modern steps in soldering:
- The Budget/Entry-Level Choice ($26 - $40): The Pine64 Pinecil V2. This open-source, RISC-V powered smart iron uses rapid PWM heating to mimic the thermal recovery of much more expensive stations. It handles the modern step of active thermal management surprisingly well for the price, provided you pair it with high-quality flux.
- The Mid-Range Workhorse ($110 - $150): The Hakko FX-951 or Weller WE1010NA. These stations offer excellent cartridge-based tip sensing. They are the industry standard for bridging the gap between hobbyist budgets and professional IPC-compliant requirements.
- The Professional Bench Standard ($280 - $350): The JBC CD-2BQE paired with C245 cartridge tips. JBC's proprietary technology places the thermocouple at the very tip of the cartridge, reacting to thermal draw in milliseconds. When executing the critical IMC formation step on heavy ground planes, JBC's 130W power delivery ensures the temperature never drops below the wetting threshold.
Frequently Asked Questions (FAQ)
Why do modern steps in soldering require more flux than older techniques?
Lead-free alloys like SAC305 have higher surface tension and oxidize much faster at their required 217°C+ melting point. While mid-century 60/40 solder could often rely solely on its internal rosin core, modern lead-free workflows require the supplemental application of external tacky flux to maintain a reducing atmosphere throughout the entire heating cycle.
Can I still use the "thermal soaking" step with modern components?
No. Thermal soaking—holding a high-wattage iron to a joint for 5 to 10 seconds to force heat into a ground plane—will almost certainly delaminate modern multi-layer PCBs and destroy the internal die-attach of surface-mount ICs. Modern steps dictate using a pre-heater (set to 120°C-150°C) to bring the entire board up to temperature, allowing the soldering iron to only provide the localized delta-T needed to melt the solder in 1-2 seconds.
Is 60/40 leaded solder still relevant for DIYers learning the steps?
Absolutely. While commercial manufacturing is bound by RoHS lead-free mandates, hobbyists and DIY repair technicians operating outside of commercial compliance still heavily utilize 63/37 or 60/40 Sn/Pb solder. Its lower melting point (183°C) and superior wetting characteristics make learning the fundamental steps of flux activation, heat transfer, and joint inspection significantly easier and more forgiving for beginners.