The Origins: Wiped Joints and the Birth of Sweat Soldering
When modern tradespeople think of plumber soldering, they immediately picture a copper pipe, a capillary fitting, and a blowtorch. However, the history of joining plumbing pipes is vastly different from the sweat-soldering techniques we rely on in 2026. Before the widespread adoption of drawn copper tubing in the 1930s, plumbing systems relied heavily on lead and cast iron. To join lead pipes, plumbers utilized a highly specialized technique known as a "wiped joint."
A wiped joint required the plumber to melt a ladle of lead-tin alloy and pour it over the joint area. Using a thick, heat-resistant moleskin cloth, the tradesperson would physically wipe and mold the semi-molten metal around the seam before it cooled. This demanded immense tactile skill and exposed early plumbers to severe lead toxicity. The transition to copper tubing and brass fittings in the mid-20th century revolutionized the industry, introducing capillary action to the trade and giving birth to modern plumber soldering.
The 50/50 Era: When Lead Ruled the Toolkit
From the 1940s through the 1980s, the undisputed king of plumber soldering was 50/50 solder—an alloy composed of 50% tin and 50% lead. This specific metallurgical ratio was beloved by tradespeople for its forgiving nature. The 50/50 alloy featured a wide "pasty range" (the temperature gap between its solidus and liquidus states). This meant the solder remained in a workable, semi-solid state for several seconds, allowing plumbers to easily wipe excess solder off the joint with a rag for a clean, aesthetic finish.
Furthermore, 50/50 solder melted at a relatively low temperature of roughly 420°F (215°C). Standard propane torches could easily achieve this heat without scorching the underlying copper or burning the flux. However, as medical science advanced, the catastrophic health impacts of lead leaching into municipal drinking water became impossible to ignore.
Historical vs. Modern Plumber Soldering Alloys
| Era | Alloy Composition | Melting Range (Solidus/Liquidus) | Capillary Flow & Handling | 2026 Status |
|---|---|---|---|---|
| Pre-1986 | 50% Tin / 50% Lead | 361°F / 421°F | Excellent; wide pasty range allows wiping. | Banned for potable water; restricted to HVAC/drain. |
| 1986-2014 | 95% Tin / 5% Antimony | 452°F / 464°F | Good; narrower pasty range requires precise heat. | Legal for potable water; standard for general plumbing. |
| 2014-Present | Silver-Bearing (e.g., 96/4 or 97/3) | 430°F / 460°F (varies by brand) | Superior capillary draw; silver adds tensile strength. | Industry standard for pressurized potable water lines. |
The Regulatory Earthquake: Why Lead Disappeared
The turning point for plumber soldering occurred with the U.S. Environmental Protection Agency's enforcement of the 1986 Safe Drinking Water Act (SDWA) amendments, which banned the use of leaded solder in public water systems. However, the true paradigm shift arrived with the Reduction of Lead in Drinking Water Act of 2011 (which took effect in 2014). This legislation mandated that any pipe, fitting, or solder used in potable water systems must contain no more than 0.2% lead, aligning with the strict NSF/ANSI 61 certification standards.
"The shift to lead-free soldering wasn't just a regulatory hurdle; it fundamentally changed the thermodynamics of the plumber's torch. Lead-free alloys demand higher temperatures and flawless joint preparation, punishing sloppy prep work with immediate capillary failure." — Master Plumber & Metallurgy Consultant, 2024 Trade Symposium.
Modern Metallurgy: Lead-Free and Silver-Bearing Alloys
Today, professional plumber soldering relies on advanced lead-free alloys. The two most common categories in 2026 are Tin-Antimony (95/5) and Silver-Bearing Solders.
- 95/5 Tin-Antimony: Brands like Oatey No. 95 offer a reliable, cost-effective lead-free option. However, antimony increases the melting point to roughly 452°F. It lacks the wide pasty range of lead, meaning the joint must be heated evenly and the solder applied at the exact moment the flux activates. If the plumber removes the torch too early, the solder will "freeze" and fracture inside the capillary space.
- Silver-Bearing Solder: Premium alloys, such as Harris Bridgit or Oatey Safe Flo, incorporate 2% to 5% silver. The silver drastically improves the solder's wetting action and capillary draw, allowing it to pull deeply into the fitting even on larger 1-inch or 1.25-inch copper lines. Silver also increases the tensile strength of the joint, making it highly resistant to the thermal expansion and water hammer shocks common in modern high-pressure residential systems.
The Evolution of the Heat Source
The alloy is only half the equation; the heat source has evolved equally. Early plumbers used gasoline blowtorches, which were highly dangerous. This gave way to Acetylene (specifically Air-Acetylene setups like the Bernzomatic TS3000), which burns incredibly hot (up to 3,160°F). While fast, acetylene frequently scorches the copper and burns modern water-soluble fluxes, causing acidic pinhole leaks years later.
In the 2000s, MAP-Pro (a propylene-based gas, as true MAPP gas was discontinued in 2008) became the gold standard, offering a 3,730°F flame with a more focused, directional tip. Today, we are seeing the dawn of Flameless Induction Soldering. Tools like the Pro-Fusion induction heater use electromagnetic fields to heat the copper fitting directly from the inside out, reaching soldering temperatures in under 10 seconds without an open flame, vastly reducing fire risks in tight wall cavities.
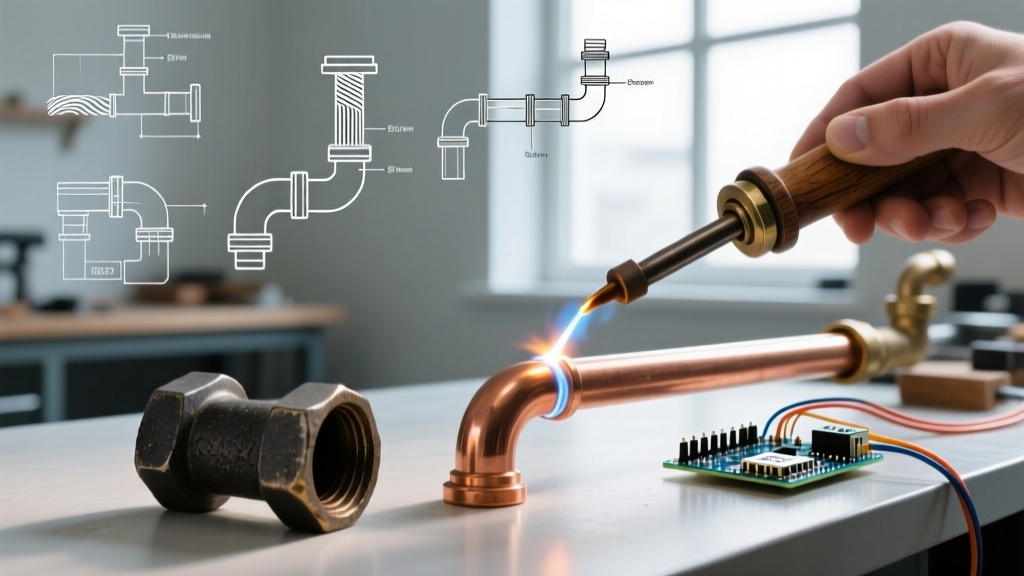
Actionable Guide: Executing a Modern Lead-Free Sweat Joint
Because modern lead-free solders are less forgiving, your preparation and heat management must be flawless. Here is the 2026 standard operating procedure for sweating a 3/4-inch copper line using a silver-bearing alloy:
- Mechanical Cleaning: Use 120-grit emery cloth on the outside of the pipe and a wire brush on the inside of the fitting. Clean until the copper shines like a new penny. Do not touch the cleaned metal with bare skin; the oils from your fingers will break the capillary surface tension.
- Flux Application: Apply a thin, even layer of a high-quality, water-soluble lead-free flux (e.g., Oatey No. 5). Avoid tinning fluxes for potable water, as they contain lead-based compounds or aggressive acids that are difficult to flush.
- Thermal Management: Ignite your propylene torch. Apply the inner blue cone of the flame to the fitting, not the pipe. The fitting has more mass and requires more BTUs. Move the flame in a circular motion to distribute heat evenly.
- The Solder Test: After 4 to 6 seconds, touch the silver-bearing solder wire to the opposite seam of the joint. If the flux bubbles violently and the solder beads up, the joint is too cold. If the solder instantly flashes into the joint, the temperature is perfect.
- Capillary Draw: Feed the solder until a continuous silver ring appears entirely around the seam. For a 3/4-inch joint, this typically requires exactly 3/4 inch of solder wire. Remove the heat immediately to prevent boiling the flux.
- Quench and Clean: Wipe the joint with a damp rag to remove residual flux. Crucial: Leftover water-soluble flux will absorb moisture from the air and corrode the copper over time, leading to green oxidation and eventual micro-leaks.
Expert Troubleshooting: Overcoming Lead-Free Failures
Even veteran plumbers encounter issues when transitioning from older habits to modern lead-free metallurgy. According to data from the Centers for Disease Control and Prevention (CDC) regarding plumbing safety and maintenance, preventing joint degradation starts with identifying installation errors early.
- Solder Balls (Capillary Failure): If solder rolls off the joint in little balls, the copper was either not cleaned properly, or there is residual water inside the pipe. Water acts as a heat sink, preventing the fitting from reaching the 450°F threshold. Fix: Always use pipe-damming bread or specialized inflatable pipe plugs to stop water migration before heating.
- Burnt Flux (Blackened Joints): If the flux turns black and crusty, you have overheated the copper. Burnt flux loses its chemical ability to strip oxidation, resulting in a "cold joint" that may hold pressure during the initial test but will fail under thermal cycling. Fix: Disassemble the joint, re-clean the copper, and use a lower-temperature propylene tip.
- Fractured Solder: If the solder looks cracked or grainy, the pipe was bumped or vibrated while the alloy was in its narrow pasty range. Lead-free solder is highly susceptible to movement during the 3-second cooling window. Fix: Support the pipe with hangers before soldering and do not release the fitting until the silver ring has fully dulled.
The evolution of plumber soldering is a testament to how the trades adapt to environmental science and metallurgical advancements. By understanding the history of the alloys in your toolbox, you can better appreciate the precise thermal discipline required to build safe, leak-free plumbing systems in the modern era.