The Definitive Guide to Soldering Bars: Alloys, Applications, and Procurement
When scaling up from hobbyist electronics or tackling heavy-duty industrial plumbing, standard 0.8mm solder wire simply cannot meet the thermal and volumetric demands of the job. Enter the soldering bar (often referred to as bulk solder or solder ingot). Whether you are maintaining a wave soldering machine in a high-volume electronics manufacturing services (EMS) facility, tinning large gauge lugs with a digital solder pot, or sweating 3-inch copper mains in commercial HVAC, selecting the correct soldering bar alloy is critical for joint reliability, cost control, and regulatory compliance.
In 2026, the landscape of bulk solder has shifted. Silver spot prices continue to dictate the economics of lead-free electronics manufacturing, while stringent environmental mandates govern plumbing alloys. This comprehensive guide breaks down the metallurgy, application-specific requirements, and troubleshooting protocols for soldering bars across both electronics and heavy-duty trades.
What is a Soldering Bar and When Do You Need One?
A soldering bar is a solid, extruded, or cast block of solder alloy, typically weighing between 0.5 kg and 1.0 kg (1.1 to 2.2 lbs) per unit. Unlike flux-cored solder wire, soldering bars contain no internal flux. They are designed to be melted in bulk within a heated crucible, solder pot, or wave soldering tank.
You require a soldering bar when:
- Wave Soldering: You are running automated through-hole PCB assembly lines that require 20 kg to 500 kg of molten solder in the primary tank.
- Manual Solder Pots: You are tinning the ends of large stranded wires (e.g., 4 AWG to 4/0 AWG) or performing selective soldering using benchtop pots like the Hakko FR-410 or Pace ST 350.
- Commercial Plumbing & HVAC: You are joining large-diameter copper pipes where capillary action requires a continuous, high-volume feed of molten filler metal without the burn hazard of holding a wire near a massive oxy-acetylene flame.
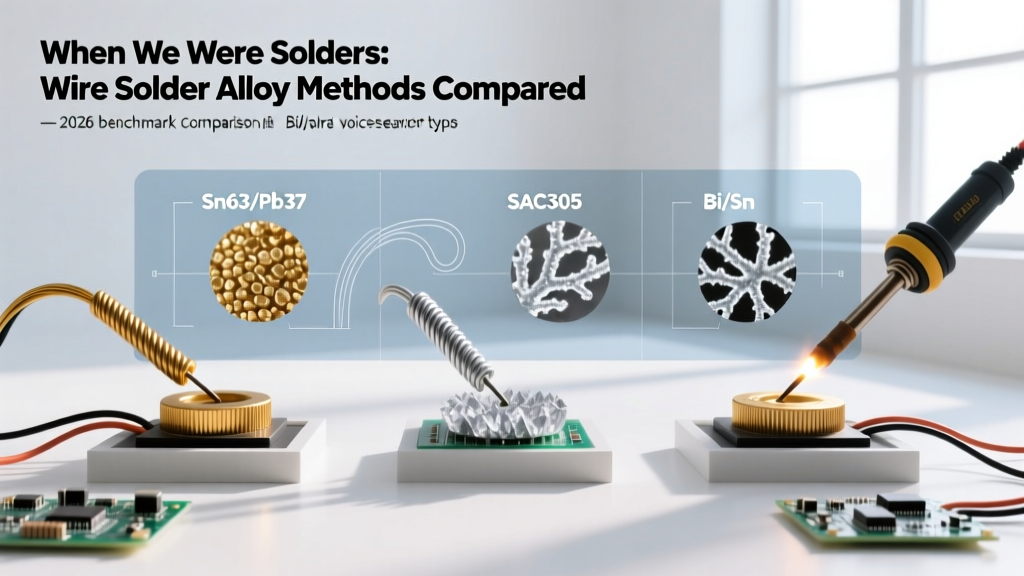
Core Soldering Bar Alloys: A Technical Comparison
Choosing the wrong alloy can lead to catastrophic joint failure, excessive dross generation, or severe regulatory fines. Below is a technical matrix of the most prevalent soldering bar alloys used in 2026.
| Alloy Designation | Composition | Melting Range | Primary Application | Approx. 2026 Cost/lb |
|---|---|---|---|---|
| SAC305 | 96.5% Sn, 3.0% Ag, 0.5% Cu | 217°C - 220°C | Lead-free electronics (Wave/Pots) | $28.00 - $35.00 |
| Sn63Pb37 | 63% Sn, 37% Pb (Eutectic) | 183°C (Exact) | Military/Aerospace electronics | $16.00 - $20.00 |
| Sn99.3Cu0.7 | 99.3% Sn, 0.7% Cu | 227°C | Budget lead-free electronics | $13.00 - $16.00 |
| 95/5 Tin-Antimony | 95% Sn, 5% Sb | 232°C - 240°C | Potable water plumbing, HVAC | $22.00 - $26.00 |
| 50/50 Tin-Lead | 50% Sn, 50% Pb | 183°C - 214°C | Non-potable HVAC, industrial | $14.00 - $18.00 |
Deep Dive: Electronics Alloys
SAC305 (Sn96.5Ag3.0Cu0.5) remains the undisputed industry standard for lead-free wave soldering, governed by the IPC J-STD-006 standard. The 3% silver content provides excellent wetting and thermal fatigue resistance. However, its high cost drives many manufacturers toward Sn99.3Cu0.7. While the copper-tin alloy saves roughly $15 per pound, it suffers from a higher melting point (requiring more thermal energy and increasing the risk of PCB warping) and a noticeably duller, grainier joint finish, which can complicate automated optical inspection (AOI).
Sn63Pb37 is a eutectic alloy, meaning it transitions directly from solid to liquid at exactly 183°C without a plastic (pasty) phase. This eliminates cold joints caused by micro-movements during cooling. It is strictly reserved for exempted applications (military, aerospace, medical) where RoHS exemptions apply.
Deep Dive: Plumbing and HVAC Alloys
For plumbing, the EPA's Lead-Free Rule under the Safe Drinking Water Act mandates that solder and flux used in potable water systems must not contain more than 0.2% lead. Therefore, 95/5 Tin-Antimony (often sold under brand names like Oatey Safe Flo or Harvey's 95/5) is the standard. The antimony provides structural strength and prevents the tin from dissolving into the water stream over decades of use. Never use electronics solder bars for plumbing; the flux residues and alloy compositions are not certified to NSF/ANSI 61 standards.
Electronics Manufacturing: Managing Solder Pots and Wave Machines
When utilizing soldering bars in benchtop solder pots (like the 1.5kg capacity Hakko FR-410-51), the primary enemy is oxidation, commonly known as dross. When molten tin is exposed to ambient oxygen at 260°C, it rapidly forms a crust of tin oxide. This dross traps usable solder, and if skimmed off and discarded improperly, it represents a massive financial loss.
A mid-sized EMS facility running a standard wave soldering machine can generate 2 to 5 kg of dross per day. At $30/lb for SAC305, that is thousands of dollars of wasted silver and tin weekly.
Best Practices for Dross Mitigation
- Nitrogen Inerting: Flooding the solder pot surface with nitrogen gas reduces oxygen exposure, cutting dross generation by up to 75%. The ROI on a nitrogen generator typically pays for itself within 4 to 6 months in a 24/7 production environment.
- Chemical Dross Reducers: For benchtop pots without nitrogen, applying a specialized anti-dross powder (which chemically reduces the tin oxide back to pure tin) and skimming the resulting dry, powdery ash is highly effective.
- Temperature Control: Do not run your solder pot hotter than necessary. For SAC305, maintain the pot at 255°C to 265°C. Running it at 280°C+ exponentially increases the oxidation rate without providing meaningful wetting benefits.
Heavy-Duty Plumbing: Sweating Large Diameter Copper
In commercial plumbing, soldering bars are indispensable for pipes ranging from 1.5 inches to 4 inches in diameter. The thermal mass of a 4-inch copper fitting is immense. Using standard wire solder requires the plumber to constantly feed wire while managing a heavy torch, often resulting in uneven heating and localized cold joints.
The Soldering Bar Technique: Plumbers heat the fitting uniformly with an oxy-acetylene or high-BTU propane torch. Once the flux bubbles and the copper reaches the melting point of the 95/5 solder bar (approx. 235°C), the bar is touched to the joint. The massive thermal transfer allows the bar to melt rapidly, and capillary action draws the liquid alloy deep into the fitting. The physical rigidity of the bar also allows the plumber to use it as a heat-sink probe to test the fitting's temperature without burning their gloves.
Buying Guide: Procurement Checklist for 2026
When purchasing soldering bars for your facility or job site, verify the following parameters to avoid counterfeit or out-of-spec materials:
- Certificate of Analysis (CoA): Reputable suppliers (e.g., Kester, Indium, AIM) provide a CoA with every batch, detailing the exact trace element percentages. Ensure elements like Bismuth (Bi) or Lead (Pb) are within acceptable limits for your specific application.
- Physical Dimensions: Ensure the bar length and width fit your specific solder pot. A standard Hakko FR-410 requires bars no longer than 130mm. Buying 250mm industrial wave-solder bars will require you to cut them with a bandsaw, introducing contamination risks.
- Recycling Programs: Partner with suppliers who offer dross and scrap solder buy-back programs. High-quality solder smelters will reclaim your SAC305 dross and credit your account, offsetting the cost of new bars.
Troubleshooting Common Soldering Bar Issues
Warning: Copper Leaching in Solder Pots
When tinning bare copper wire or soldering PCB pads, copper dissolves into the molten solder bath. Once the copper contamination in a SAC305 bath exceeds 0.8%, the solder becomes sluggish, wetting time increases, and joints develop a rough, sandy appearance.
Solution: You cannot filter copper out of molten solder. You must either dilute the bath by adding pure Sn99.3Cu0.7 bars (which lowers the overall copper percentage) or drain and replace the pot entirely. Regular laboratory assay testing of your solder bath every 3 months is mandatory for high-reliability electronics manufacturing.
Issue: Solder Bar Refuses to Melt in Plumbing Applications
Cause: The plumber is using a lead-free 95/5 bar but heating the pipe as if they are using traditional 50/50 leaded solder. 95/5 requires significantly more heat input due to its higher melting point and the lack of lead's thermal conductivity.
Fix: Upgrade to a higher BTU torch tip, ensure the pipe is perfectly clean and fluxed, and apply heat to the fitting, not the pipe, to drive thermal mass into the joint capillary space.
Frequently Asked Questions
Can I melt a soldering bar using a standard handheld soldering iron?
No. A standard 60W to 100W soldering iron lacks the thermal recovery rate to melt a 1kg block of solder. Attempting to do so will result in a cold, oxidized mess and will likely destroy your iron's heating element due to prolonged maximum-temperature strain. You must use a dedicated crucible or solder pot.
How do I safely handle and dispose of leaded solder bars?
Leaded solder bars (like Sn63Pb37) pose a severe ingestion and inhalation hazard. Always follow OSHA's lead safety guidelines, which mandate proper ventilation, hand-washing protocols, and the prohibition of eating or drinking in the soldering area. For disposal, leaded solder and its dross are classified as hazardous waste in many jurisdictions and must be sent to a certified e-waste or metal recycling facility, never thrown in municipal trash. For comprehensive health monitoring, refer to the CDC NIOSH lead exposure resources.
Why does my SAC305 solder bath look dull and frosty?
A frosty appearance is often caused by copper contamination (as mentioned above) or excessive cooling rates. However, if the bath surface is constantly crusty, your temperature probe may be miscalibrated, causing the pot to run too cool, preventing proper flux activation and dross separation. Calibrate your pot's thermocouple using an independent digital thermometer.
Is there a lead-free plumbing solder bar that flows easier than 95/5?
Yes. Many manufacturers now offer Silver-Bearing Lead-Free alloys (e.g., 96% Tin, 4% Silver). The silver lowers the melting point slightly and dramatically improves the wetting and flow characteristics, making it behave much more like traditional 50/50 leaded solder. It is more expensive but saves significant labor time on large commercial jobs.