Understanding J Standard Soldering and Operator Safety
When professionals refer to J standard soldering, they are referencing the IPC J-STD-001, the globally recognized standard for requirements for soldered electrical and electronic assemblies. While most of the J-STD-001 documentation focuses on joint reliability, wetting angles, and flux residue cleanliness, the foundation of any IPC-compliant facility is operator safety. As of 2026, compliance audits heavily scrutinize the environmental and ergonomic conditions under which these mission-critical joints are produced.
Achieving IPC Class 2 or Class 3 reliability is impossible if the operator is fatigued by toxic fume exposure, distracted by thermal hazards, or working in an uncontrolled Electrostatic Discharge (ESD) environment. This guide bridges the gap between the technical demands of J standard soldering and the rigorous safety best practices required to protect your team and your facility.
The Hidden Hazard: Colophony and Soldering Fumes
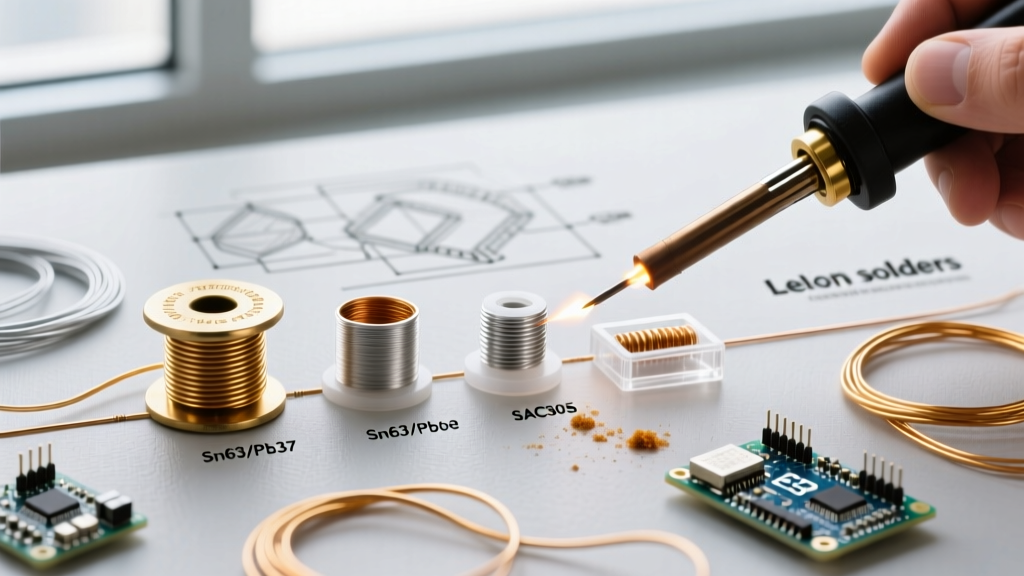
The most pervasive danger in J standard soldering environments is not the lead in the solder (as most modern facilities operate under RoHS guidelines using lead-free alloys like SAC305), but the flux core. Most high-reliability fluxes contain rosin (colophony). When heated to the 350°C–400°C range required for lead-free assembly, rosin vaporizes and oxidizes, creating an aerosol that is a known respiratory sensitizer.
According to the UK Health and Safety Executive (HSE), repeated exposure to colophony fumes can lead to occupational asthma, a condition that is irreversible even after exposure ceases. Furthermore, the CDC's NIOSH guidelines on soldering emphasize that standard room ventilation is entirely insufficient for capturing sub-micron particulate matter generated at the soldering iron tip.
Fume Extraction Comparison for IPC-Compliant Workstations
To meet current 2026 occupational health standards, source-capture extraction is mandatory. Below is a comparison of extraction systems suitable for J standard soldering environments.
| Extraction Type | Example Model (2026) | Avg. Cost | CFM Requirement | Filtration Spec | Best Use Case |
|---|---|---|---|---|---|
| Benchtop Fan | Hakko FA-400 | $85 - $120 | 35 CFM | Basic Carbon | Hobbyist/Low-volume (Non-IPC compliant for continuous use) |
| Source-Capture Arm | Weller WFE4DX | $2,500 - $3,200 | 100+ CFM per arm | HEPA + Activated Carbon | High-volume IPC Class 3 manufacturing lines |
| Overhead Downdraft | Purex Fume Cube | $1,800 - $2,400 | 150 CFM | Multi-stage HEPA | Large PCB rework and BGA soldering stations |
Pro Tip: For strict J standard soldering compliance, the extraction nozzle must be positioned exactly 2 to 4 inches from the soldering point to effectively capture the thermal plume before it enters the operator's breathing zone.
Thermal Management and Burn Prevention Protocols
J standard soldering often requires higher thermal profiles, especially when working with lead-free alloys like SAC305 (Sn96.5/Ag3.0/Cu0.5), which has a liquidus temperature of 217°C. To achieve proper wetting on heavy ground planes, operators frequently push iron tip temperatures to 380°C or even 400°C.
At these temperatures, accidental contact causes instantaneous third-degree burns. Safety best practices dictate the following thermal controls:
- Auto-Sleep Integration: Use stations like the Hakko FX-951 or Weller WT1012, which feature auto-sleep sensors. When the iron is placed in the holder, the temperature drops to 150°C, reducing tip oxidation and burn severity upon accidental contact.
- Tip Selection over Temperature Cranking: A common safety and quality failure mode is turning up the heat to 420°C to compensate for a chisel tip that is too small for the thermal mass of the joint. This vaporizes flux instantly and creates severe splash-back. Instead, use a high-thermal-mass bevel or hoof tip at a safer 360°C.
- Silicone Heat Shields: Utilize Kapton tape or specialized silicone finger guards when hand-holding wires during point-to-point J standard soldering to prevent conductive heat transfer up the copper strands.
Chemical Handling: Solvents and Flux Cleaners
Post-soldering cleaning is a critical step in J standard soldering, particularly for no-clean flux residues that must be removed in high-reliability aerospace or medical applications. The primary solvent used is Isopropyl Alcohol (IPA).
Safety Warning: IPA has a highly volatile flash point of 12°C (53°F). Using IPA near an active soldering iron tip or an open flame heat gun creates a severe flash-fire hazard. Always allow the assembly to cool below 40°C before applying aerosolized IPA or scrubbing with solvent-soaked swabs.
For facilities transitioning away from VOC-heavy solvents, aqueous saponifier cleaners are becoming the 2026 industry standard. However, these require proper nitrile glove usage, as prolonged skin contact with alkaline saponifiers can cause contact dermatitis.
ESD Safety: The Invisible Requirement
While IPC J-STD-001 focuses on the solder joint, the environment in which it is created must comply with ANSI/ESD S20.20 standards. A static shock not only destroys sensitive microcontrollers but can also cause an operator to flinch, resulting in a misplaced hot iron tip or a bridged solder joint.
Mandatory ESD Setup for J-Standard Stations:
- Wrist Straps: Operators must wear a continuous monitor wrist strap connected to a common point ground with a 1-megohm current-limiting resistor.
- Matting: The workbench must feature a dual-layer dissipative mat (top layer 10^6 to 10^9 ohms, bottom layer conductive) grounded via a 10mm snap.
- Ionization: If the facility's ambient humidity drops below 30%, overhead ionizers must be active to neutralize static charges on non-conductive materials like FR4 PCB substrates and plastic wire insulation.
Step-by-Step PPE Donning for J-Standard Compliance
Before powering on the soldering station, operators in a compliant facility should follow this exact sequence to ensure both personal safety and assembly integrity:
- ESD Footwear/Straps: Secure heel straps or ESD shoes before entering the EPA (Electrostatic Protected Area).
- Apparel: Don a conductive-threaded ESD smock to contain static-generating personal clothing.
- Eye Protection: Put on ANSI Z87.1-rated safety glasses with side shields to protect against flux spatter and clipped wire leads.
- Respiratory (If applicable):strong> If engineering controls (fume extractors) are undergoing maintenance, an N95 or P100 respirator with organic vapor cartridges is required as a temporary stopgap.
- Wrist Strap: Snap the wrist strap to the skin and plug the coil cord into the workstation ground monitor.
Frequently Asked Questions (FAQ)
Does IPC J-STD-001 mandate specific fume extraction brands?
No. The IPC does not certify or mandate specific brands of fume extractors. However, it does require that the manufacturing environment complies with local occupational health and safety regulations (such as OSHA in the US or HSE in the UK). To meet these legal requirements, facilities must use HEPA and carbon-filtered source-capture systems that maintain airborne colophony levels well below the permissible exposure limits (PEL).
Can I use a standard desk fan to blow soldering smoke away?
Absolutely not. Using a desk fan simply disperses the hazardous sub-micron rosin particulates and VOCs into the wider room environment, increasing the exposure risk for everyone in the facility. J standard soldering environments require localized source-capture extraction that pulls fumes away from the breathing zone and traps them in a filtration matrix.
How often should fume extractor filters be changed?
In a high-volume J standard soldering environment operating 8-hour shifts, pre-filters should be inspected monthly and replaced every 3 months. The main HEPA and activated carbon filters typically require replacement every 6 to 12 months, or immediately if the operator detects any flux odor at the exhaust port, which indicates carbon saturation.