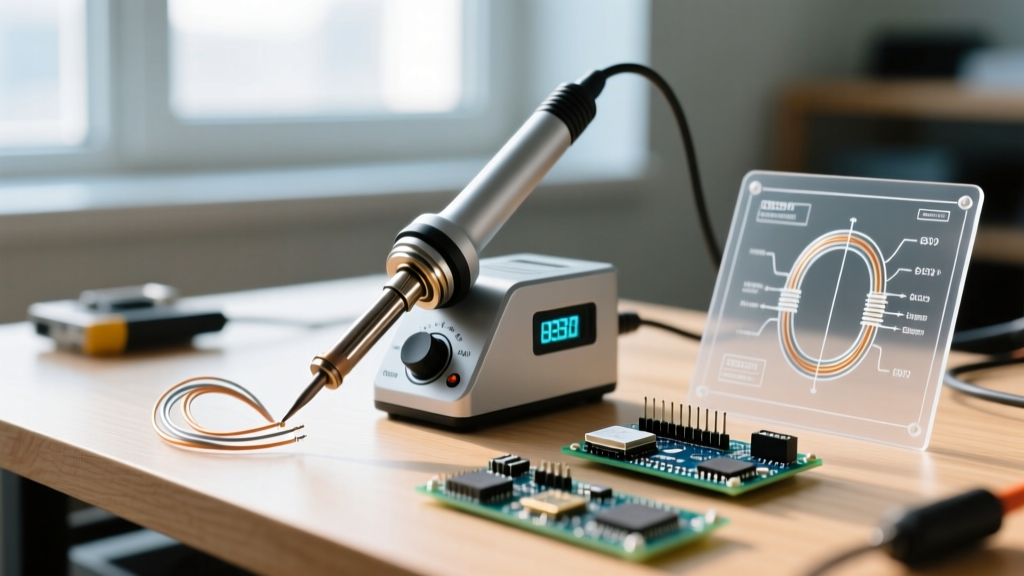
The Metallurgy of Soldering Iron Tinning
At its core, soldering iron tinning is not merely a best practice for workflow efficiency; it is a critical metallurgical barrier that dictates the lifespan of your equipment. Modern high-performance soldering tips—such as the Hakko T18 series or Weller RT micro-tips—are engineered with a solid copper core for optimal thermal conductivity. However, because molten solder rapidly dissolves copper (a process known as leaching), manufacturers electroplate the working end with a 50 to 150-micron layer of iron.
While iron resists leaching, it is highly susceptible to oxidation. When exposed to ambient oxygen at operating temperatures exceeding 300°C, the iron layer rapidly converts into iron oxide (Fe2O3 and Fe3O4). This black, crusty layer acts as a severe thermal insulator, reducing heat transfer by up to 80% and preventing molten solder from wetting the tip. Proper tinning creates an airtight, oxygen-impermeable alloy barrier that shields the iron plating from atmospheric degradation.
The 4-Stage Hot-Dip Tinning Protocol
Improper tinning techniques, such as applying solder to an already-oxidized tip or leaving the iron idle, are the leading causes of tip failure in DIY and professional labs. Follow this precise protocol to ensure maximum tip longevity, whether you are using a budget Pinecil or a high-end JBC CD-2BQE station.
- Cold-Start Pre-Tinning: Before powering on your station, manually apply a generous coat of flux-cored Sn63/Pb37 (or SAC305 for lead-free) solder to the cold tip. As the iron heats up, the flux will activate before the iron reaches oxidation temperatures, ensuring immediate wetting.
- Temperature Stabilization: Set your station to the minimum required temperature for your alloy. For standard 63/37 leaded solder, 320°C (608°F) is optimal. For lead-free SAC305, target 350°C (662°F). Allow the PID controller to stabilize for 60 seconds.
- Dynamic Wiping: Wipe the tip using a dry brass wool sponge (e.g., Hakko 599B). Never use excessive downward pressure; let the brass shavings mechanically shear the oxidized solder and carbonized flux residue.
- The Sacrificial Shutdown Layer: This is the most ignored step. Before powering off your station, apply a massive, thick blob of 60/40 or 63/37 solder to the entire working surface. This 'sacrificial layer' will oxidize instead of the iron plating while the iron cools down. When you next use the iron, simply wipe this oxidized sacrificial layer away to reveal a pristine, tinned surface.
Tinning Alloy Comparison Matrix
The alloy you use for tinning directly impacts the wear rate of your tip. According to guidelines referenced by the IPC J-STD-001 standards for electronic assemblies, higher tin content and lead-free requirements demand higher thermal loads, accelerating tip degradation.
| Alloy Designation | Composition | Melting Point | Optimal Tip Temp | Tip Wear Rate |
|---|---|---|---|---|
| Sn63/Pb37 | 63% Tin, 37% Lead | 183°C (361°F) | 300°C - 320°C | Low |
| SAC305 | 96.5% Sn, 3% Ag, 0.5% Cu | 217°C - 220°C | 350°C - 370°C | High |
| Sn99.3/Cu0.7 | 99.3% Tin, 0.7% Copper | 227°C (441°F) | 360°C - 380°C | Medium-High |
| Sn42/Bi58 | 42% Tin, 58% Bismuth | 138°C (280°F) | 220°C - 250°C | Very Low |
Pro Tip: If your workflow permits, use Sn63/Pb37 exclusively for tinning and tip maintenance, even if you are soldering with lead-free alloys for your actual PCB joints. The lower melting point and superior wetting characteristics of leaded solder dramatically extend tip life.
The Great Debate: Cellulose Sponges vs. Brass Wool
For decades, the damp cellulose sponge was the standard for tip cleaning. However, modern metallurgical analysis has proven that wet sponges are detrimental to tip longevity. When a 350°C soldering tip contacts a water-laden sponge, the localized thermal shock drops the surface temperature by up to 150°C in milliseconds.
- Micro-Fissuring: This rapid expansion and contraction causes micro-cracks in the iron plating. Once cracked, molten solder penetrates the iron layer and dissolves the copper core, resulting in catastrophic pitting.
- Thermal Recovery Strain: The station's heating element must work at maximum duty cycle to recover the lost heat, stressing the ceramic heater (in stations like the Hakko FX-888D) and reducing its lifespan.
- The Brass Wool Solution: Dry brass wool (typically priced around $8 to $12 for a Hakko 599B or generic equivalent) cleans mechanically without inducing thermal shock. The brass is softer than the iron plating but harder than the solder and carbonized flux, making it the perfect abrasive medium.
Expert Warning: Never use steel wool, sandpaper, or a file to clean a soldering tip. These abrasives will instantly strip the 50-micron iron plating, exposing the copper core and destroying the tip in a single soldering session.
Chemical Tip Restoration: Reviving Dead Tips
If your tip has already succumbed to 'Black Tip Syndrome' (a thick layer of carbonized flux and iron oxide that refuses to accept solder), mechanical cleaning will not work. You must rely on chemical reduction. Products like the Amtech SolderTip Tinner or Edsyn TCC100 (typically $12 to $15 per tin) are engineered specifically for this failure mode.
These chemical tinning pastes contain a mixture of fine solder powder, rosin, and aggressive phosphoric acid-based activators. When you plunge a blackened, 350°C tip into the paste, an exothermic reaction occurs. The acid strips the iron oxide, while the embedded solder powder immediately wets the freshly exposed iron layer. Simply swirl the tip in the paste for 3 to 5 seconds, wipe on brass wool, and apply a fresh coat of standard flux-cored solder. This process can successfully restore up to 80% of seemingly 'dead' tips, saving hundreds of dollars in replacement costs annually.
Flux Chemistry and Tip Degradation
The type of flux you use during your soldering sessions heavily influences how often you need to re-tin your iron. Guidelines from the NASA Electronic Parts and Packaging (NEPP) Program emphasize strict control over flux residues in high-reliability assemblies, but the chemistry also dictates tool wear.
Water-Soluble (OA) Fluxes
Water-soluble fluxes contain highly active organic acids (OA). While they provide brilliant wetting and easy post-solder cleanup with distilled water, they are incredibly corrosive to iron plating at high temperatures. If left on the tip for even a few minutes, OA flux will etch the iron layer. If you use water-soluble flux, you must wipe and re-tin your tip immediately after every single joint.
No-Clean and RMA (Rosin Mildly Activated) Fluxes
RMA and no-clean fluxes rely on rosin (colophony) which becomes active only at soldering temperatures and solidifies into a benign, glass-like resin upon cooling. These are vastly superior for tip longevity. The carbonized residue they leave behind is largely cosmetic and can be easily removed by a brass wool sponge without damaging the underlying tinned layer.
Summary of Best Practices for 2026 Workflows
Mastering soldering iron tinning requires a shift in mindset: treat the tinned layer as a consumable shield rather than a permanent fixture. By utilizing cold-start pre-tinning, switching to dry brass wool, avoiding high-temperature lead-free alloys for idle maintenance, and utilizing chemical tinning pastes for emergency restoration, you can easily extend the lifespan of a standard $10 replacement tip from a few weeks to over a year of heavy daily use.