The Truth About Soldering Caps: Beyond the Hype
In the DIY electronics, automotive, and marine wiring communities, the term soldering caps is frequently used to describe solder seal wire connectors (also known as solder sleeves). These ingenious components combine heat-shrink tubing, hot-melt adhesive, and a pre-formed ring of solder into a single, waterproof splice solution. However, as any seasoned technician will tell you, simply sliding one over a wire and applying a lighter flame is a recipe for catastrophic failure in high-vibration or moisture-rich environments.
This comprehensive FAQ and troubleshooting guide cuts through the marketing fluff. We will dissect the metallurgy of soldering caps, provide a precise sizing matrix, and diagnose the exact reasons your splices are failing in the field.
Anatomy and Metallurgy: Why Cheap Soldering Caps Fail
Not all soldering caps are created equal. The market in 2026 is flooded with unbranded, ultra-cheap kits that cut corners on the most critical component: the solder alloy.
- The Premium Standard (SAC305 or Sn63/Pb37): High-quality brands like SolderStick, Wirefy, and OEM suppliers use either Tin-Lead (Sn63/Pb37, melting at 183°C / 361°F) or Lead-Free SAC305 (melting at 217°C / 422°F). These provide excellent mechanical strength and reliable wetting.
- The Budget Trap (Bismuth-Tin Alloys): Many sub-$10 bulk kits use Sn42/Bi58 (Bismuth-Tin), which melts at a mere 138°C (280°F). While this makes them easy to shrink with a weak butane lighter, Bismuth alloys are notoriously brittle and prone to cracking under thermal cycling or mechanical vibration.
Expert Insight: According to the cable assembly standards outlined by IPC (specifically IPC/WHMA-A-620), a proper solder sleeve connection must exhibit continuous wetting and a smooth, concave fillet. If your solder ring looks dull, grainy, or balls up without gripping the copper, you are likely dealing with oxidized flux or a low-grade Bismuth alloy.
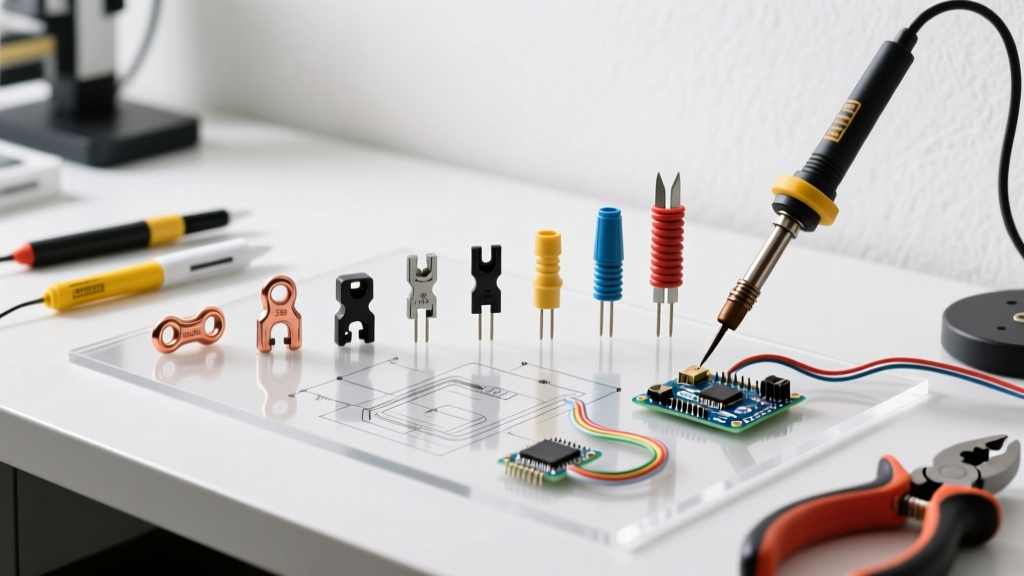
Buyer’s Matrix: Selecting the Correct Soldering Cap Size
Using the wrong American Wire Gauge (AWG) size is the number one cause of adhesive blowout and cold joints. The polyolefin tubing must shrink tightly enough to force the molten solder into the wire strands.
| Cap Color | AWG Range | Conductor Diameter | Typical Application |
|---|---|---|---|
| White / Clear | 26 - 24 AWG | 1.2 mm | Sensors, low-current data lines, PCB jumpers |
| Red | 22 - 18 AWG | 1.8 mm | Automotive lighting, 12V accessory wiring, marine bilge pumps |
| Blue | 16 - 14 AWG | 2.7 mm | Power windows, winch controls, medium-draw DC circuits |
| Yellow | 12 - 10 AWG | 3.6 mm | High-amperage feeds, inverters, heavy-duty marine harnesses |
Tooling: Lighter vs. Heat Gun vs. Soldering Iron
How you apply heat dictates the integrity of the environmental seal. Material science data from polymers manufacturers like TE Connectivity (creators of the original Raychem solder sleeves) emphasizes that uniform, controlled heat is mandatory for the adhesive lining to cross-link and seal properly.
The Butane Lighter Method (Not Recommended)
While popular in quick-fix YouTube tutorials, lighters deposit soot (carbon) onto the polyolefin, degrading its dielectric strength. Furthermore, the localized flame often melts the solder ring before the adhesive at the ends reaches its activation temperature (typically 120°C), resulting in a joint that solders but leaks water.
The Hot Air Heat Gun (The Professional Standard)
A dedicated hot air gun with a concentrator nozzle is the only reliable method. For SAC305 lead-free soldering caps, set your gun to 350°C - 400°C (662°F - 752°F). The ambient air temp must be higher than the solder's melting point to account for thermal loss to the copper wire. Models like the Master Appliance HG-501K or Hakko FH-800 offer the precise airflow control needed to avoid blowing the molten solder out of the ring.
Troubleshooting: 4 Common Soldering Cap Failures
1. The Solder Ring Balls Up But Won't Flow Into the Wire
The Cause: Oxidation on the copper wire or insufficient heat. Copper oxidizes rapidly when heated, and if the flux inside the solder ring is old or weak, it cannot clean the metal.
The Fix: Strip the wire immediately before splicing. If working in a humid environment, apply a micro-drop of no-clean liquid flux (like Amtech NC-559) to the bare strands before inserting them into the cap. Ensure your heat gun is hovering at a consistent 2-inch distance, sweeping back and forth until the ring turns liquid and mirrors the copper.
2. Adhesive Extrudes Out the Ends, But the Joint is Brittle
The Cause: Overheating. If you blast the ends of the cap with high heat to force the adhesive out, you risk burning the flux and oxidizing the solder joint simultaneously. The adhesive might look like it sealed, but the solder underneath is a cold, grainy joint.
The Fix: Heat the solder ring in the center first. Once the solder flashes and flows, move the heat to the adhesive-lined ends for just 2-3 seconds. The residual heat from the copper wire will help activate the end seals without burning the polyolefin.
3. The Wire Pulls Out Under Minimal Tension
The Cause: Wrong AWG size or lack of mechanical interlock. Soldering caps are designed to seal and conduct, not to bear heavy mechanical loads. Furthermore, if you used a cap that is too large (e.g., a Blue cap on 18 AWG wire), the tubing won't shrink tightly enough to grip the insulation.
The Fix: Always twist the stranded wires together tightly before inserting them into the cap. For high-vibration environments (like motorcycles or outboard motors), create a Western Union splice (mechanical twist) first, then apply the soldering cap over the twisted joint.
4. The Heat Shrink Burns or Splits Before Solder Melts
The Cause: Using a cap with a high-temperature SAC305 alloy but applying heat too slowly, or using a cheap cap with degraded polyolefin.
The Fix: Increase your heat gun temperature and airflow. You want to pass through the polyolefin's degradation threshold quickly to reach the solder's melting point. For aerospace and high-reliability applications, NASA's Electronic Parts and Packaging (NEPP) program mandates strict thermal profiling to ensure insulation integrity is never compromised during the soldering process.
Frequently Asked Questions (FAQ)
Are soldering caps truly waterproof for marine use?
Yes, but only if installed correctly. The inner lining is a thermoplastic hot-melt adhesive that bonds to the wire insulation. For true IP67/IP68 waterproofing, the wire insulation must be clean (free of silicone grease or dirt), and the adhesive must be heated until a small, uniform bead extrudes from both ends. Once cooled, this creates a watertight environmental seal that outperforms standard crimp connectors in bilge environments.
Can I use soldering caps on solid core wire?
It is not recommended. Soldering caps rely on the solder flowing into the interstitial spaces of stranded wire to create a strong mechanical and electrical bond. On solid core wire, the solder only coats the outside diameter, creating a weak joint that is highly susceptible to fracturing from vibration or bending.
Do soldering caps expire?
Yes. While the heat shrink tubing lasts for decades, the flux core inside the solder ring degrades. Most manufacturers specify a shelf life of 2 to 3 years. If you find a stash of old soldering caps and the solder ring looks dull, gray, or heavily oxidized, discard them. The degraded flux will fail to clean the copper, resulting in a high-resistance cold joint.
How do they compare to traditional crimping?
For high-amperage, structural connections (like battery lugs), a mechanical crimp using a ratcheting tool is superior. However, for 14-26 AWG splices in tight spaces where a crimping tool cannot fit, or in environments requiring absolute moisture exclusion (like submerged bilge pump floats), soldering caps offer a superior, faster, and more reliable seal than standard butt-splice crimps.